Arcmaster, 160ts – Tweco 160 TS Arcmaster User Manual
Page 20
ARCMASTER
®
160TS
March 31, 2006
2-6
• Input Power
Each unit incorporates an INRUSH circuit and input voltage sensing circuit. When the MAIN CIRCUIT SWITCH is turned on, the
inrush circuit provides a pre-charging of the input capacitors. SCR’s in the Power Control Assembly (PCA) will turn on after the
input capacitors have charged to full operating voltage (after approximately 5 seconds).
NOTE
Note the available input power. Damage to the PCA could occur if 460VAC or higher is applied.
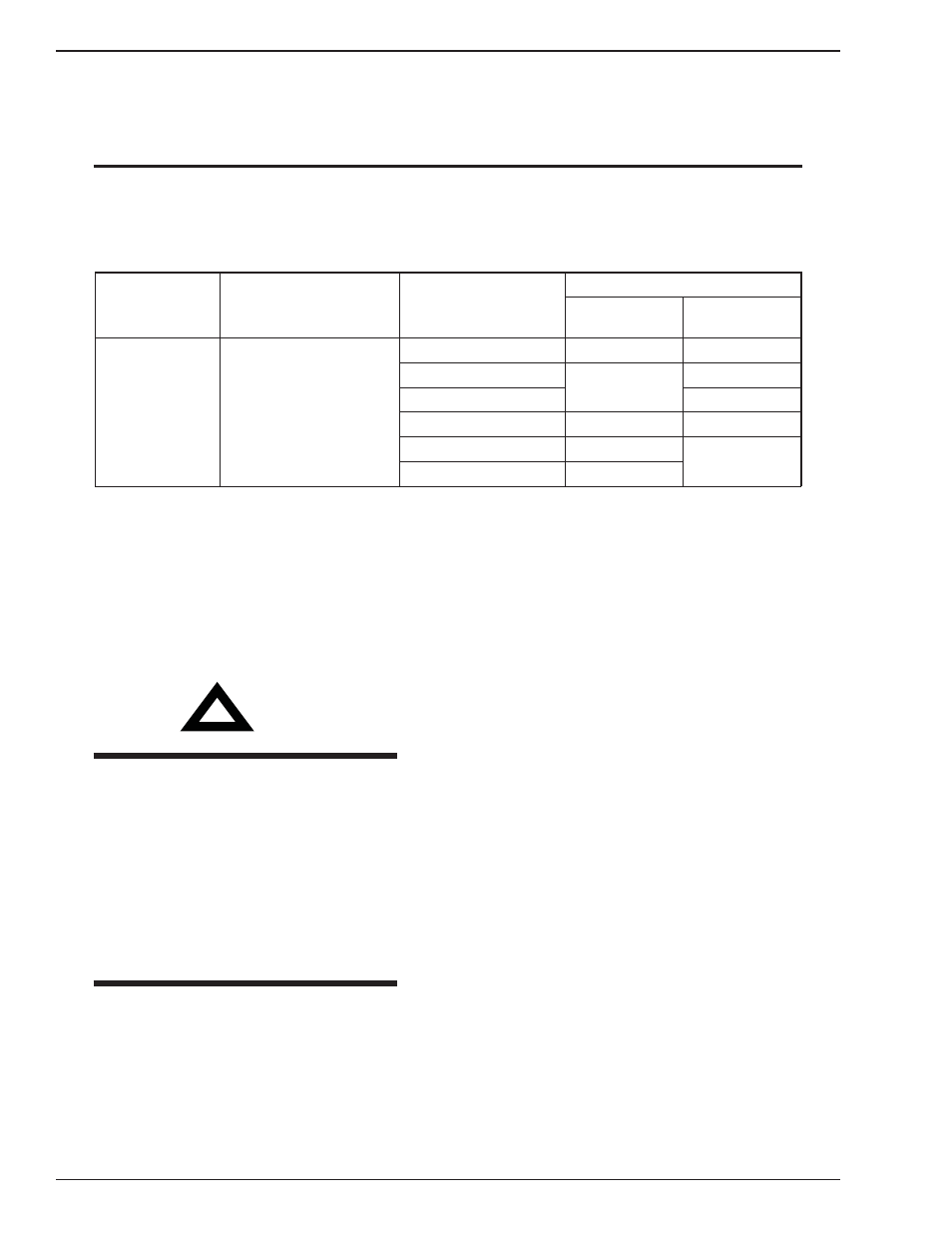
The following 115/230V Primary Current recommendations are required to obtain the maximum welding current and duty
cycle from this welding equipment:
Model
Primary Supply Lead Size
(Factory Fitted)
Minimum Primary
Current Circuit Size
(Vin/Amps)
Current & Duty Cycle
TIG
STICK
ArcMaster 160TS
12/3 AWG minimum
115/22
85A @ 100%
-
208/28
160A @ 35%
-
230/25
-
115/39
-
85A @ 100%
208/44
-
160A @ 35%
230/39
-
Table 2 – 115/230V Primary Current Circuit sizes to achieve maximum current
• High Frequency Introduction
The importance of correct installation of high frequency
welding equipment cannot be over-emphasized. Interference
due to high frequency initiated or stabilized arc is almost
invariably traced to improper installation. The following
information is intended as a guide for personnel installing
high frequency welding machines.
!
Warning
Explosives
The high frequency section of this machine has
an output similar to a radio transmitter. The
machine should NOT be used in the vicinity
of blasting operations due to the danger of
premature fi ring.
Computers
It is also possible that operation close to computer
installations may cause computer malfunction.
• High Frequency Interference
Interference may be transmitted by a high frequency initiated
or stabilized arc welding machine in the following ways:
Direct Radiation
Radiation from the machine can occur if the case is
metal and is not properly grounded. It can occur through
apertures such as open access panels. The shielding of
the high frequency unit in the Power Source will prevent
direct radiation if the equipment is properly grounded.
Transmission via the Supply Lead
Without adequate shielding and fi ltering, high frequency
energy may be fed to the wiring within the installation
(mains) by direct coupling. The energy is then transmitted
by both radiation and conduction. Adequate shielding and
fi ltering is provided in the Power Source.
Radiation from Welding Leads
Radiated interference from welding leads, although
pronounced in the vicinity of the leads, diminishes
rapidly with distance. Keeping leads as short as possible
will minimize this type of interference. Looping and
suspending of leads should be avoided where possible.
Re-radiation from Unearthed Metallic Objects
A major factor contributing to interference is re-radiation
from unearthed metallic objects close to the welding
leads. Effective grounding of such objects will prevent
re-radiation in most cases.