Warning – MacDon A40-D Pull-Type User Manual
Page 87
SECTION 6 OPERATION
169000
85
Revision F
6.17.12.2 Roll Timing and Alignment
For proper conditioning, the rolls must be
properly timed and aligned, with each steel bar
on one roll centered between two bars of the
other roll as shown. The factory-setting should
be suitable for most crop conditions.
WARNING
To avoid bodily injury or death from
unexpected start-up or fall of raised
machine; stop engine, remove key, and
engage lift cylinder stops before going under
machine to examine roll timing, or for
any reason.
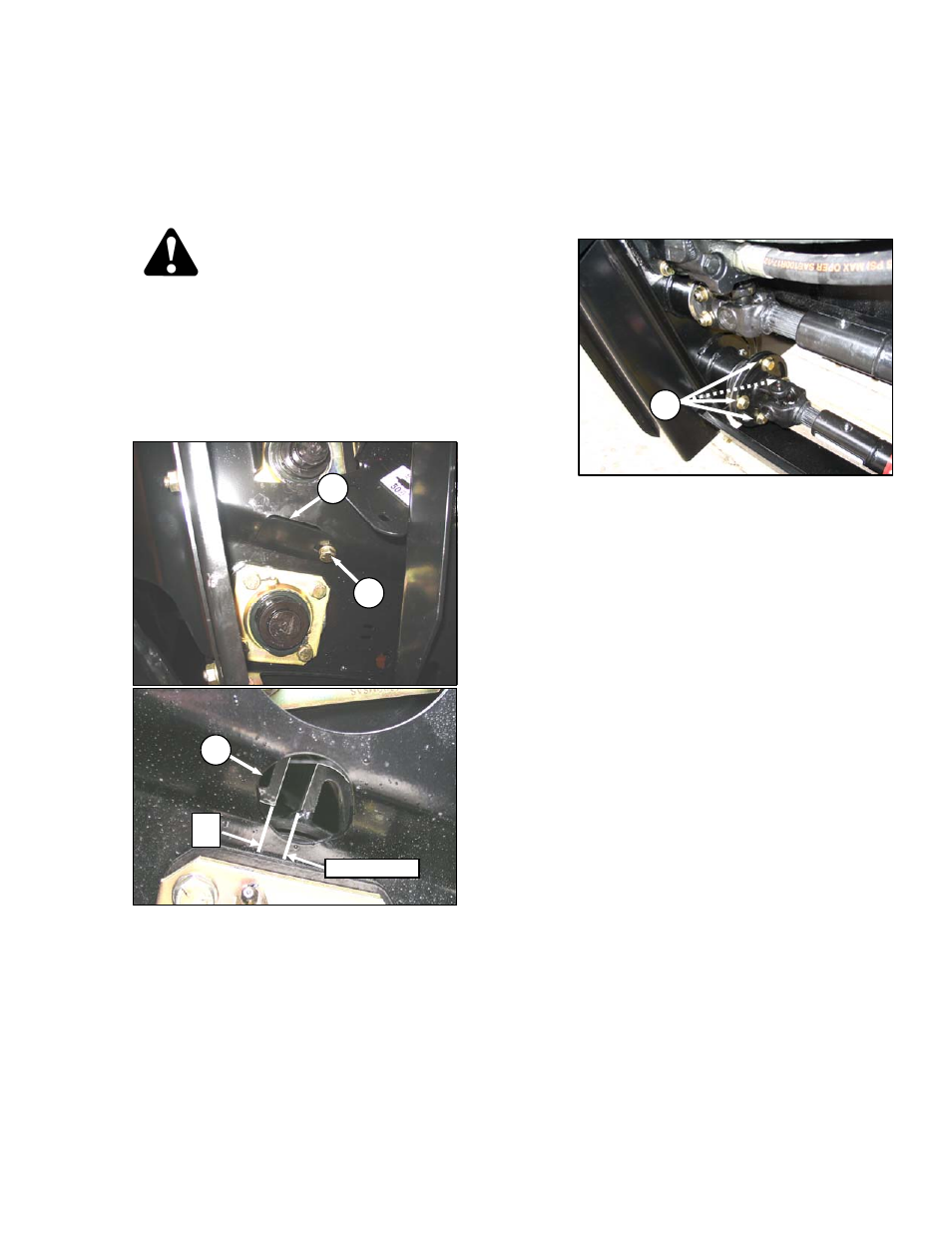
6.17.12.2.1 Roll
Timing
a. Loosen bolt (A), and rotate cover (B) to expose
access port (C) at each end of conditioner.
b. Examine roll timing (distance ‘X’) at each end of
the rolls with header fully lowered. Each steel
bar on one roll should be centered between two
bars of the other roll so that distance ‘X’ is
0.5 in. (12 mm).
NOTE
If the distance ‘X’ varies more than
1/16 in. (1.6 mm) from one end to the
other, the rolls should be re-aligned.
Refer to next Section 6.17.12.2.2
Roll Alignment.
c. If required, adjust the roll timing as follows:
1. Loosen four bolts (D) in slots of yoke plate
on lower roll universal shaft.
2. Turn rolls to achieve best timing.
3. When roll timing is satisfactory, tighten
bolts (D) to secure the position.
4. Recheck distance between the bars at both
ends of the rolls at (C).
5. Close cover (B), and tighten bolt (A).
D
A
B
0.5 in. (12 mm)
C
X