Attenzione – Enerpac SC-Series User Manual
Page 47
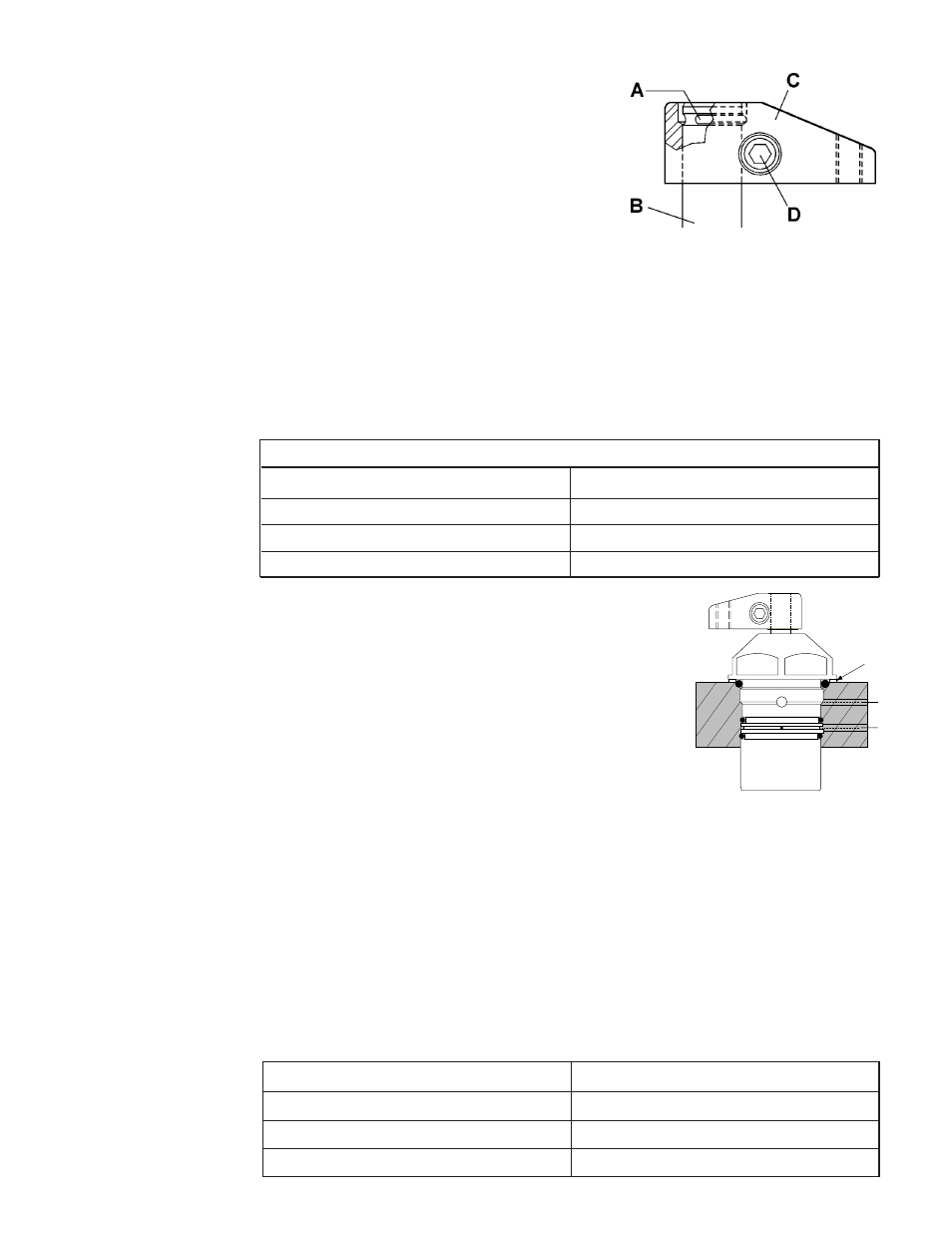
Fissaggio del braccio di serraggio
1. Rimuovere l’anello di ritegno (A) dalla parte
superiore dello stantuffo (B).
2. Fare scorrere il braccio di serraggio (C) in giù
sullo stantuffo ed utilizzare una pinza per rein-
serire, spingendolo, l’anello di ritegno nella gola
dello stantuffo. Orientare l’anello di ritegno in
modo che l’apertura tra le sue estremità sia rivol-
ta verso la parte posteriore o la parte piena del
braccio di serraggio. Vedere la figura.
3. Spostare il braccio di serraggio verso l’alto finché non riposa fermamente sull’anello
di ritegno, nella posizione desiderata. Mantenendolo in questa posizione, serrarne il
bullone (D) alla coppia specificata nella tabella che segue.
) ATTENZIONE
Una coppia di fissaggio inadeguata del bullone del braccio di serraggio può
causare scorrimenti indesiderati del braccio durante il funzionamento. ACCER-
TARSI DI USARE BRUGOLE DI CLASSE 8 (12.9 DIN 912) (in dotazione con i bracci
di serraggio standard).
Montaggio del cilindro
Nella fase di progettazione del circuito idraulico, tenere pre-
senti i fattori elencati nella sezione INFORMAZIONI PRE-
LIMINARI a pagina 43. Per informazioni ulteriori sull’ese-
cuzione dei collegamenti dei circuiti idraulici, consultare il
catalogo Enerpac Workholding (disponibile solo in inglese).
Le cavità di montaggio vanno preparate secondo le specifiche
riportate alle pagine 44 e 45. Quando si preparano i supporti
fissi, procedere con cautela. Praticare gli appositi fori con
precisione e servendosi di utensili adeguati. Per evitare
perdite, occorre che il valore medio della rugosità (Ra) della
superficie di montaggio della struttura fissa non superi 1,6 µm (63 µin.). Accertarsi che
non ci siano bave metalliche esposte nei punti in cui i fori di immissione dell’olio si
affacciano nella cavità del cilindro.
) ATTENZIONE
Per evitare la penetrazione di impurità nel cilindro durante il funzionamento,
lavare bene tutti i fori praticati con il trapano nella struttura fissa.
Prima di montare il cilindro nella cavità, lubrificarne gli O-ring esterni. Inserire con
cautela il cilindro finché l’anello metallico (E) non tocca la sede di dimensioni maggio-
rate, come illustrato nella figura 8. Serrare il tubo del cilindro nella piastra di montaggio
servendosi della parte esagonale superiore del cilindro stesso, non del braccio di serrag-
gio. Le coppie di serraggio sono indicate nella tabella seguente.
47
Figura 7
Forza sviluppata dal cilindro
Coppia con lubrificazione
2,2 kN (500 lb.)
16,3 - 20,3 Nm (12 - 15 ft-lb.)
5,6 kN (1250 lb.)
32,5 - 39,3 Nm (24 - 29 ft-lb.)
11,6 kN (2600 lb.)
59,7 - 71,8 Nm (44 - 53 ft-lb.)
Coppia del bullone del braccio di serraggio
E
Figura 8
Forza sviluppata dal cilindro
Coppia di serraggio all’installazione
2,2 kN (500 lb.)
122 - 149 Nm (90 - 110 ft-lb.)
5,6 kN (1250 lb.)
190 - 217 Nm (140 - 160 ft-lb.)
11,6 kN (2600 lb.)
258 - 285 Nm (190 - 210 ft-lb.)