Vorsicht – Enerpac SC-Series User Manual
Page 17
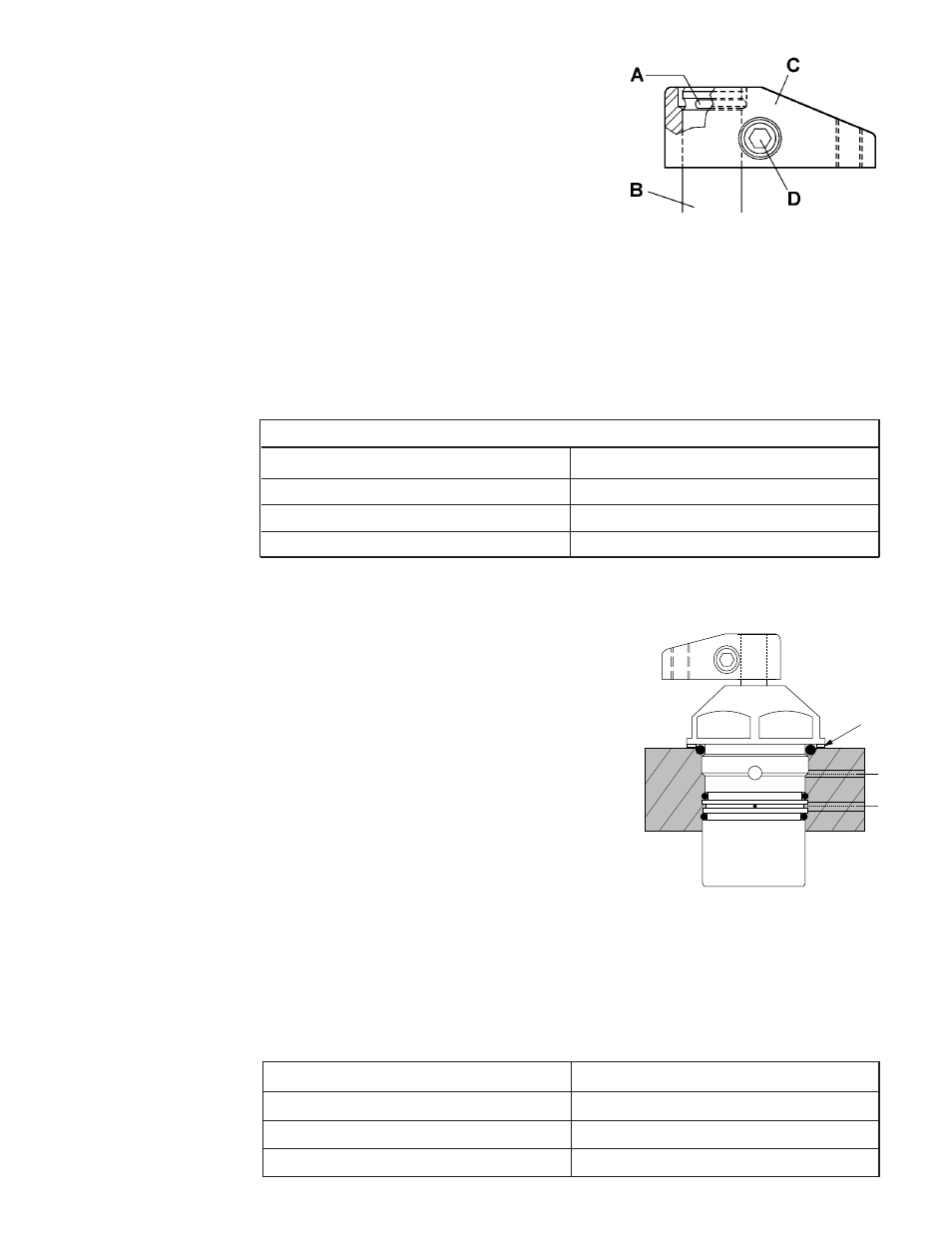
Befestigung des Spannarms
1. Den Sicherungsring (A) vom oberen Teil des
Kolbens (B) entfernen.
2. Den Spannarm (C) über den Kolben nach unten
schieben und eine Zange verwenden, um den
Sicherungsring zurück in die Kolbennut zu
drücken. Den Sicherungsring so ausrichten, daß
dessen Öffnung am hinteren bzw. massiven Teil
des Spannarms liegt. Siehe Abbildung.
3. Den Spannarm so lange nach oben verschieben, bis er fest am Sicherungsring in der
gewünschten Stellung anliegt. In dieser Stellung die Spannarmschraube (D) mit dem
erforderlichen Anzugsdrehmoment gemäß nachstehender Spezifikation anziehen.
) VORSICHT
Durch falsches Anzugsdrehmoment der Spannarmschraube könnte der Spannarm
während des Betriebs verrutschen. VERWENDEN SIE BITTE NUR SECHSKANT-
INBUSSCHRAUBEN DER QUALITÄTSKLASSE 8 (12.9 DIN 912) (werden mit
Standard-Spannarmen geliefert).
Einbau des Zylinders
Beim Entwurf des hydraulische Kreislaufs die auf Seite 13 im Abschnitt EINLEITENDE
INFORMATIONEN aufgeführten Faktoren beachten. Weitere Informationen über die
Installation von hydraulischen Kreisläufen sind im
Enerpac-Katalog für Werkstückhaltevorrichtungen (nur
in Englisch erhältlich) zu finden.
Einbaulöcher müssen entsprechend den auf Seite 14 und
15 dargestellten Spezifikationen vorbereitet werden.
Beim Vorbereiten der Vorrichtung vorsichtig vorgehen.
Die Bohrungen der Vorrichtung genau bearbeiten. Zur
Verhinderung von Undichtheiten die
Vorrichtungseinbaufläche so bearbeiten, daß deren
durchschnittliche Rauheit (Ra) 1,6 µm (63 µin.) nicht
überschreitet. Sicherstellen, daß es an den
Kontaktflächen der Ölzuflußbohrungen im Zylinderloch
keine freiliegenden Metallgrate gibt.
) VORSICHT
Alle Bohrkanäle der Vorrichtung gründlich ausspülen, um zu verhindern, daß
während des Betriebs Schmutz in den Zylinder gelangt.
Die äußeren Zylinder-O-Ringe vor dem Einbau des Zylinders in das Loch schmieren. Den
Zylinder vorsichtig einbauen, bis der Metallring (E) die Schulterbohrungsfläche wie in
Abbildung 8 dargestellt berührt. Den Zylinderkörper mit Hilfe des oberen Sechskant-Teils
des Zylinders, nicht mit dem Spannarm, in der Einbauplatte anziehen. Die
Anzugsdrehmomentwerte sind der nachstehenden Tabelle zu entnehmen.
17
Abbildung 7
Zylinderkapazität
Anzugsdrehmoment (geschmiert)
2,2 kN (500 lb.)
16,3 - 20,3 Nm (12 - 15 ft-lb.)
5,6 kN (1250 lb.)
32,5 - 39,3 Nm (24 - 29 ft-lb.)
11,6 kN (2600 lb.)
59,7 - 71,8 Nm (44 - 53 ft-lb.)
Anzugsdrehmoment der Spannarmschraube
E
Abbildung 8
Zylinderkapazität
Einbau-Anzugsdrehmoment
2,2 kN (500 lb.)
122 - 149 Nm (90 - 110 ft-lb.)
5,6 kN (1250 lb.)
190 - 217 Nm (140 - 160 ft-lb.)
11,6 kN (2600 lb.)
258 - 285 Nm (190 - 210 ft-lb.)