Reassembling the pump, Caution – Goulds Pumps 3408A - IOM User Manual
Page 40
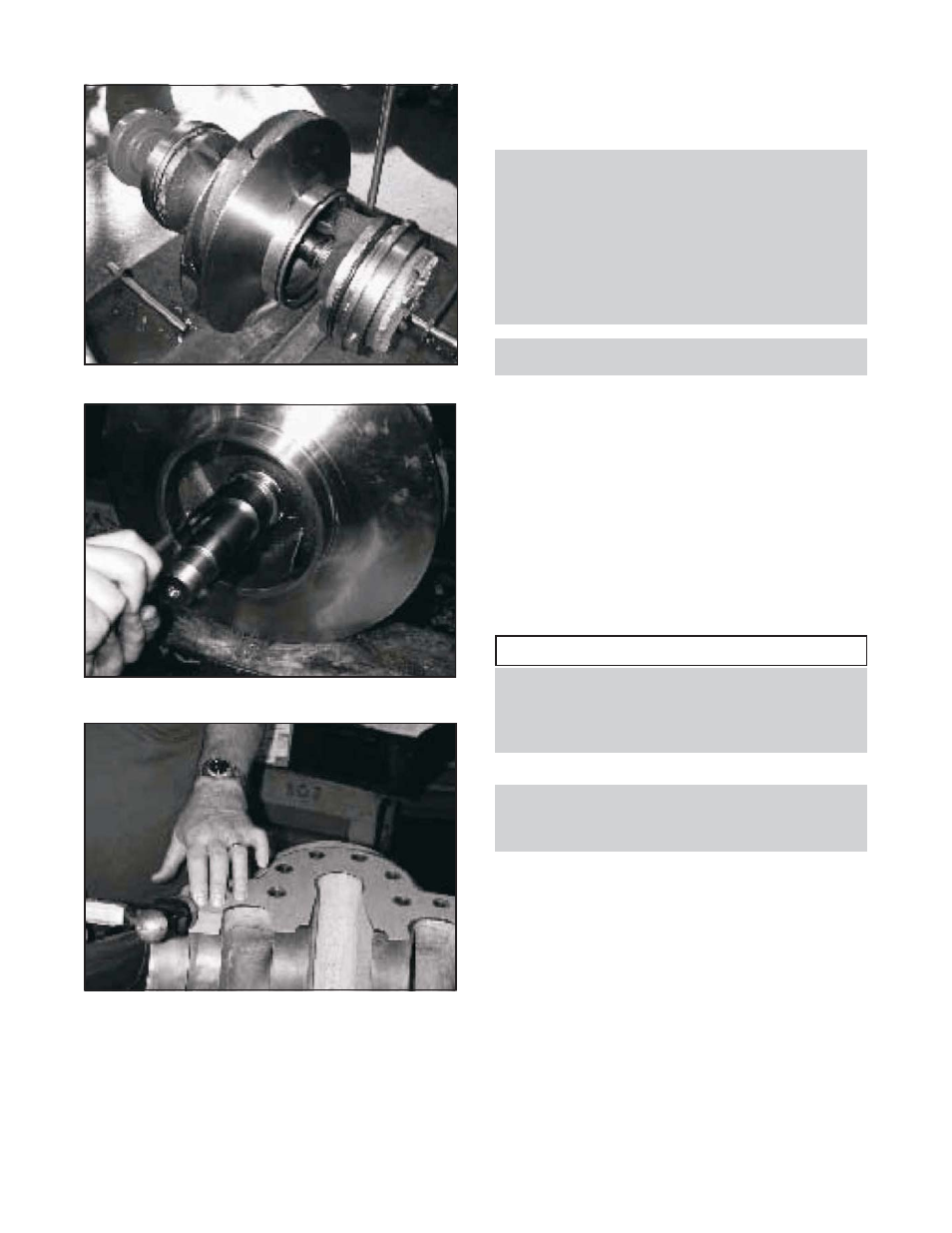
Figure 21: Rotating Element
Figure 22: Removing Impeller Retaining Ring
Figure 23: Trimming Casing Gasket
REASSEMBLING THE PUMP
(when removing the rotating element of the pump is
required)
NOTE: All bearings, O-rings, lip-seals, mechanical
seals, gaskets, impeller rings, and casing rings should
be replaced with the new parts during assembly. All
reusable parts should be cleaned of all foreign matter
before reassembling. The main casing joint gasket can
be made using the upper and lower half as a template.
Lay the gasket material on the casing joint. Trim the
gasket by lightly tapping with a ball peen hammer so
that it is flush with the inside edges of the casing. See
Figure 23. Do not hit casing edge with hammer hard
enough to round edge.
NOTE: Precut-casing gaskets can be ordered to
minimize the amount of trimming.
1.
Before assembling the rotating element prepare the
casing and install the casing gaskets to the parting line.
2.
Clean the gasket surfaces of the casing. Apply Scotch
3M-77 spray adhesive or equivalent to the lower half
of the casing.
3.
Within one minute of spraying, set the untrimmed
gaskets in place on the lower half of the casing, align
the holes in the gaskets with the holes in the casing,
and press the gaskets firmly against the lower half of
the casing face in the area coated by the adhesive.
4.
Trim the gaskets flush with the lower casing bores. See
Figure 23.
$
!
CAUTION
Machined-casing bores must remain sharp at the
casing parting line. Gaskets must be flush with the
bore in order to contact O-rings. Leakage can result
around the stuffing box O-ring if this step is not
properly followed.
5.
Assemble the impeller key in the shaft key slot.
NOTE: For impeller with replaceable rings, heat each
new ring (approximately 300°F-400°F for bronze) and
slide onto the impeller. Using gloves, hold rings against
the impeller shoulder until cool.
6.
Check the impeller and casing to determine the correct
relationship. Heat the impeller evenly to 300°F
maximum to expand the bore. Impeller may be pressed
onto the shaft instead of heating if a suitable press is
available. See Figure 24.
7.
Using gloves, from the outboard end, slide the impeller
on the shaft against the shaft shoulder, and install the
retaining ring.
8.
Lubricate and roll an O-ring into the groove in each of
the casing rings. Then slide the casing rings over the
impeller.
9.
Thoroughly clean the gland plates and stuffing boxes
to prevent dirt from entering the seal during startup.
32
3408A IOM 6/08