Typical dual counter application, Typical counter/rate application, Ordering information – Red Lion GEMINI 42 User Manual
Page 4
4
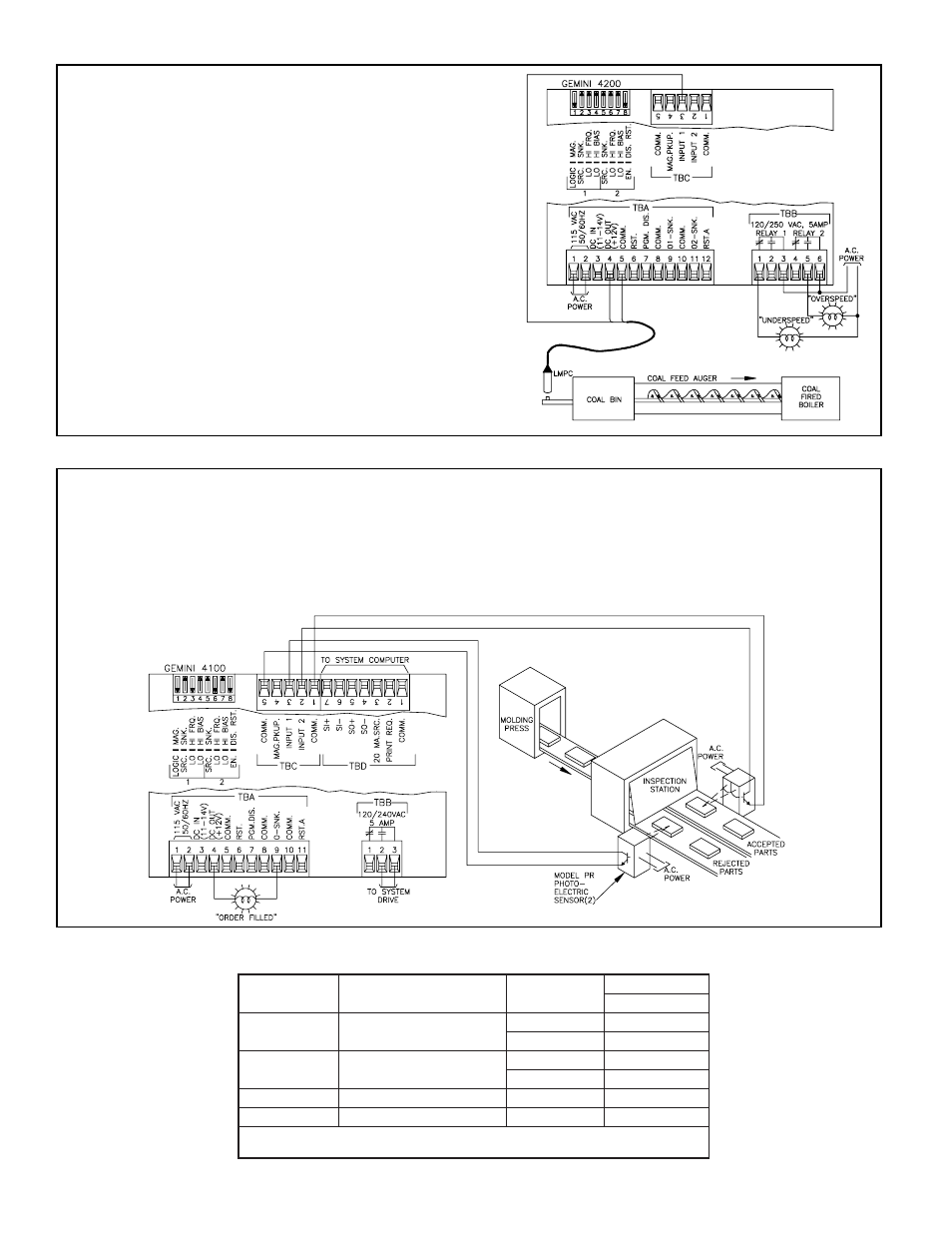
TYPICAL DUAL COUNTER APPLICATION
A manufacturer of molded plastic parts wants to track the percentage of usable
parts versus parts produced to determine if a defect has developed in the mold or
some other malfunction is occurring which requires corrective action.
From the molding press, parts pass through an inspection station and exit on
one of two conveyors depending on whether the part is accepted or rejected. A
Gemini 4100 programmed as a dual counter is used in the separate inputs
mode. Count Channel B tabulates the number of acceptable parts via a photo
sensor mounted on the conveyor. Likewise, count Channel A tabulates the
number of rejected parts from a second photo sensor. A system computer
constantly monitors the two count values through the Gemini Serial
Communications Loop and performs the percentage calculation required.
The single preset output of the Gemini 4100 is assigned to count Channel B
and is set for the number of acceptable pieces required to fill the order. The preset
value could be entered by the operator through the front panel pushbuttons or
could be entered into the system computer and down loaded to the Gemini.
TYPICAL COUNTER/RATE APPLICATION
COAL FEED RATE & USAGE INDICATION
An industrial plant has an in-house coal fired boiler which provides heating
and powers an electric generator used for secondary power. An auger feeds the
coal into the boiler furnace. The actual pressure of the boiler is controlled by
the feed rate of the auger. An indication is required when the feed rate falls
below or exceeds the desired RPM levels. The plant manager also wants an
indication of the amount of coal that is used. The normal desired auger
revolution rate is between 30 and 40 RPM. A shaft rotation speed of 30 RPM
is equal to a feed rate of 1.8 tons of coal per hour. Rate and usage indication
is to be in 10ths of tons per hour.
Since the application requires two presets (upper and lower limits) the
Gemini 4200 programmed as a Counter/Rate indicator is used. An LMPC can
be used to sense a bolt head located on the auger shaft. Both outputs of the
Gemini 4200 are assigned to the Rate channel. First the scaling required for
the counter will be calculated. At 30 RPM the pulse rate per minute is the same
since a single bolthead is being sensed once each revolution. Since it takes one
hour at 30 RPM to use 1.8 tons of coal, the number of pulses accumulated in
that hour will be 1800 (30 PPM x 60 min/hr = 1800). The Scale Factor needed
is 0.01 (SF = desired reading/# of pulses = 18/1800= 0.01). Since the same
information rate and desired reading applies to the rate indication, the same
Scale Factor value will be used. It is then only necessary to program the Rate
Conversion Factor for Rate per Hour. Both Presets are programmed for
boundary operation and the Relay outputs are connected to overspeed and
underspeed indicator lights.
PERCENTAGE OF USABLE PARTS VERSUS PARTS PRODUCED
ORDERING INFORMATION
-
PART NUMBERS
-
MODEL NO.
DESCRIPTION
w/20 mA
CURRENT LOOP
No
GEM41060
GEM42
Yes
GEM41160
115/230 VAC
Gemini 4100
No
GEM42060
GEM41
Yes
GEM42160
Gemini 4200
Gemini 4100 Relay Board
N/A
RLYBD001
Gemini 4200 Relay Board
N/A
RLYBD002
For more information on Pricing. Enclosures, & Panel Mount Kits, refer to the RLC Catalog or
contact your local RLC distributor.