Internal threading – Sandvik Coromant Silent tools - application guide User Manual
Page 65
63
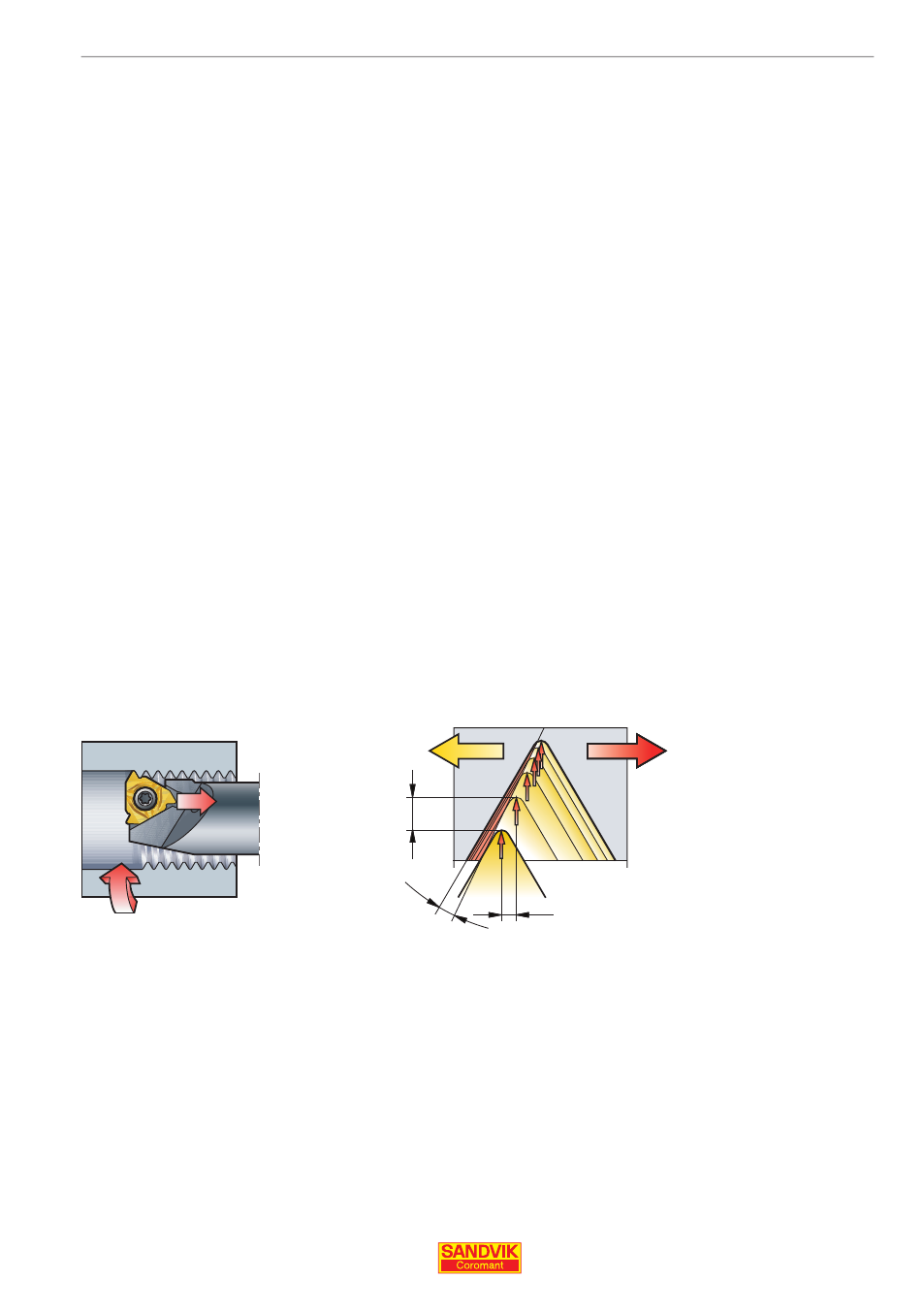
∆AP
3-5º
0,5 x ∆AP
3. Turning
Internal threading
To reduce the risk of vibration, use the following tips:
• Use modified flank feed
• Infeed per pass should not exceed 0.2 mm (0.008 inch) and
never be less than 0.06 mm (0.002 inch)
• Final pass, always with reduced infeed rate
• Use a sharp geometry for lowest cutting forces
For best chip evacuation:
• Use modified flank feed to lead the spiral chips towards the
opening of the hole
• Use inside-out feed direction in stable conditions. Choose left or
right flank to steer the chip flow
• Use coolant for best chip evacuation
Feed direction from
inside out
Modified flank infeed directs
the chips out from the hole
Chip direction
Feed direction