Operation, Power-up sequence, Duty cycle – Lincoln Electric IM10022 POWER WAVE AC_DC 1000 SD User Manual
Page 37: Common welding procedures, Overview of the ac/dc submerged arc process
B-7
OPERATION
B-7
POWER WAVE
®
AC/DC 1000
®
SD
POWER-UP SEQUENCE
When power is applied to the Power Wave
®
AC/DC
1000
®
SD, the status lights will flash green for up to 60
seconds. During this time the Power Wave
®
AC/DC
1000
®
SD is performing a self test, and mapping
(identifying) each component in the local ArcLink
system. The status lights will also flash green as a
result of a system reset or configuration change
during operation. When the status lights become
steady green the system is ready for use
If the status lights do not become steady green
consult the troubleshooting section of this manual for
further instruction.
DUTY CYCLE
The Power Wave
®
AC/DC 1000
®
SD is capable of
welding 1000Amps, @ 44 Volts, at a 100% duty cycle.
COMMON WELDING PROCEDURES
MAKING A WELD
The serviceability of a product or structure
utilizing the welding programs is and must be the
sole responsibility of the builder/user. Many
variables beyond the control of The Lincoln
Electric Company affect the results obtained in
applying these programs. These variables
include, but are not limited to, welding procedure,
plate chemistry and temperature, weldment
design, fabrication methods and service
requirements. The available range of a welding
program may not be suitable for all applications,
and the build/user is and must be solely
responsible for welding program selection.
The steps for operating the Power Wave
®
AC/DC
1000
®
SD will vary depending upon the user interface
of the welding system. The flexibility of the system lets
the user customize operation for the best
performance.
Consult the User Interface documentation for more
detailed set up information. (MAXsa™ 10, Command
Center, PLC, Robot etc..)
First, consider the desired welding procedures and
the part to be welded. Choose an electrode material,
diameter, and flux.
Second, find the program in the welding software that
best matches the desired welding process. The
standard software shipped with the Power Wave
®
AC/DC 1000
®
SD encompasses a wide range of
common processes and will meet most needs. If a
special welding program is desired, contact the local
Lincoln Electric sales representative.
To make a weld, the Power Wave
®
AC/DC 1000
®
SD
needs to know the desired welding parameters.
Waveform Control Technology™ allows full
customization of Strike, Run-in, Crater and other
parameters for exacting performance.
OVERVIEW OF THE AC/DC SUBMERGED
ARC PROCESS
The Power Wave
®
AC/DC 1000
®
SD combines the
advantages of AC and DC Submerged Arc Welding
(SAW) into a single power source. The limiting factor
of AC-SAW welding has traditionally been the time it
takes to transition from positive to negative polarity.
This lag through the zero crossing can cause arc
instability, penetration, and deposition problems in
certain applications. The Power Wave
®
AC/DC 1000
®
SD utilizes the speed of an inverter based power
source, and the flexibility of Waveform Control
Technology™ to address this issue.
By adjusting the Frequency, Wave Balance and Offset
of the AC waveform the operator can now control the
balance (relationship) between the penetration of DC
positive and the deposition of DC negative while
taking full advantage of the reduction in arc blow
associated with AC.
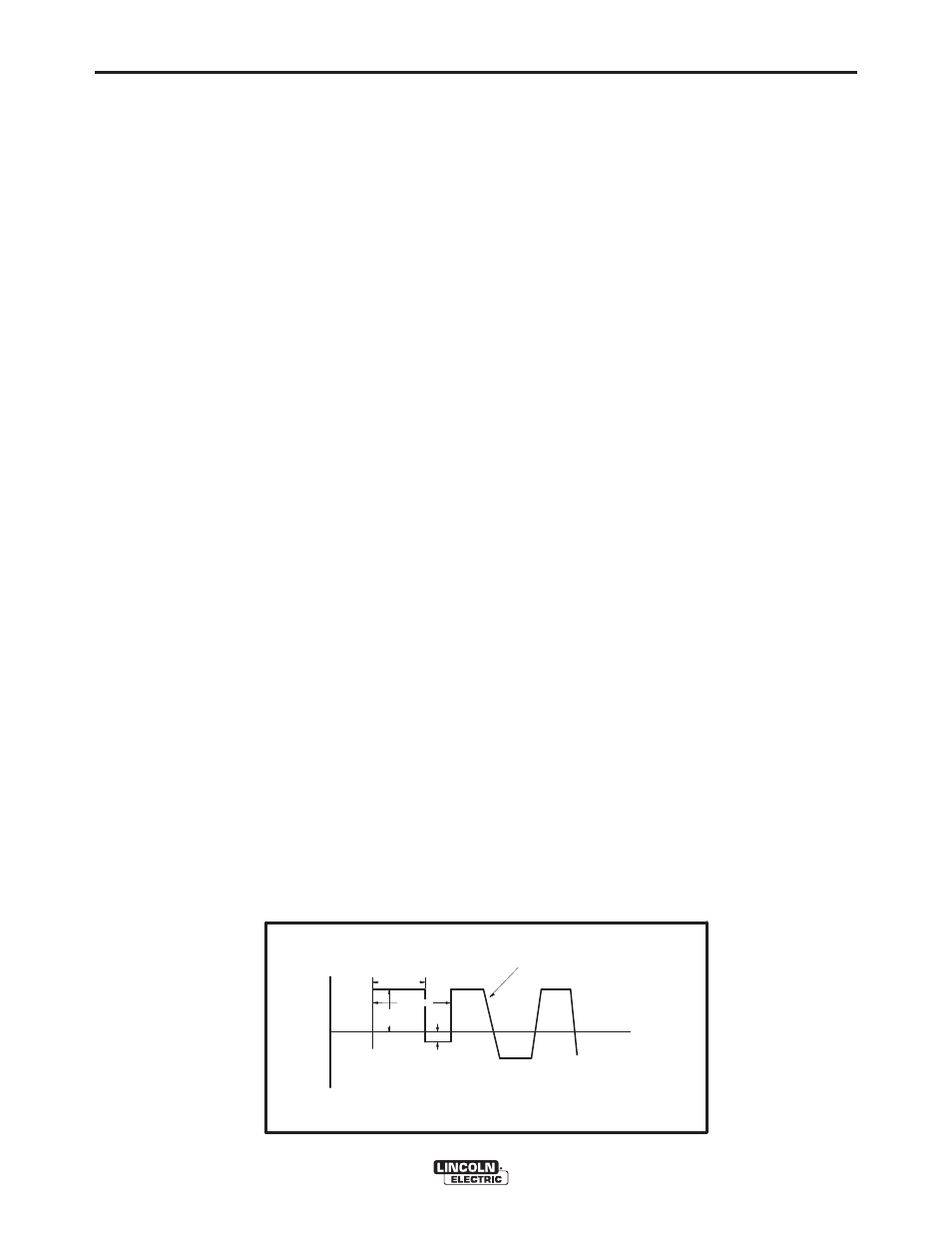
FIGURE B.4 - AC/DC SUBMERGED ARC PROCESS
Time
Positive
Current
Negative
Current
C
u
rr
e
n
t
Output waveform variations made possible by
Waveform Control Technology
Depending on the process, different parts of the output waveform and wire feed
speed may be modulat ed at varying rates to achieve a smooth and stable arc.
TM
Frequency
Pulse Width
Transi tion Rate
di/dT