Final buildup – Spicer Tandem Drive Axles Pro-40 Single Reduction and Single Reduction with Differential Lock User Manual
Page 41
38
41
Forward Assembly
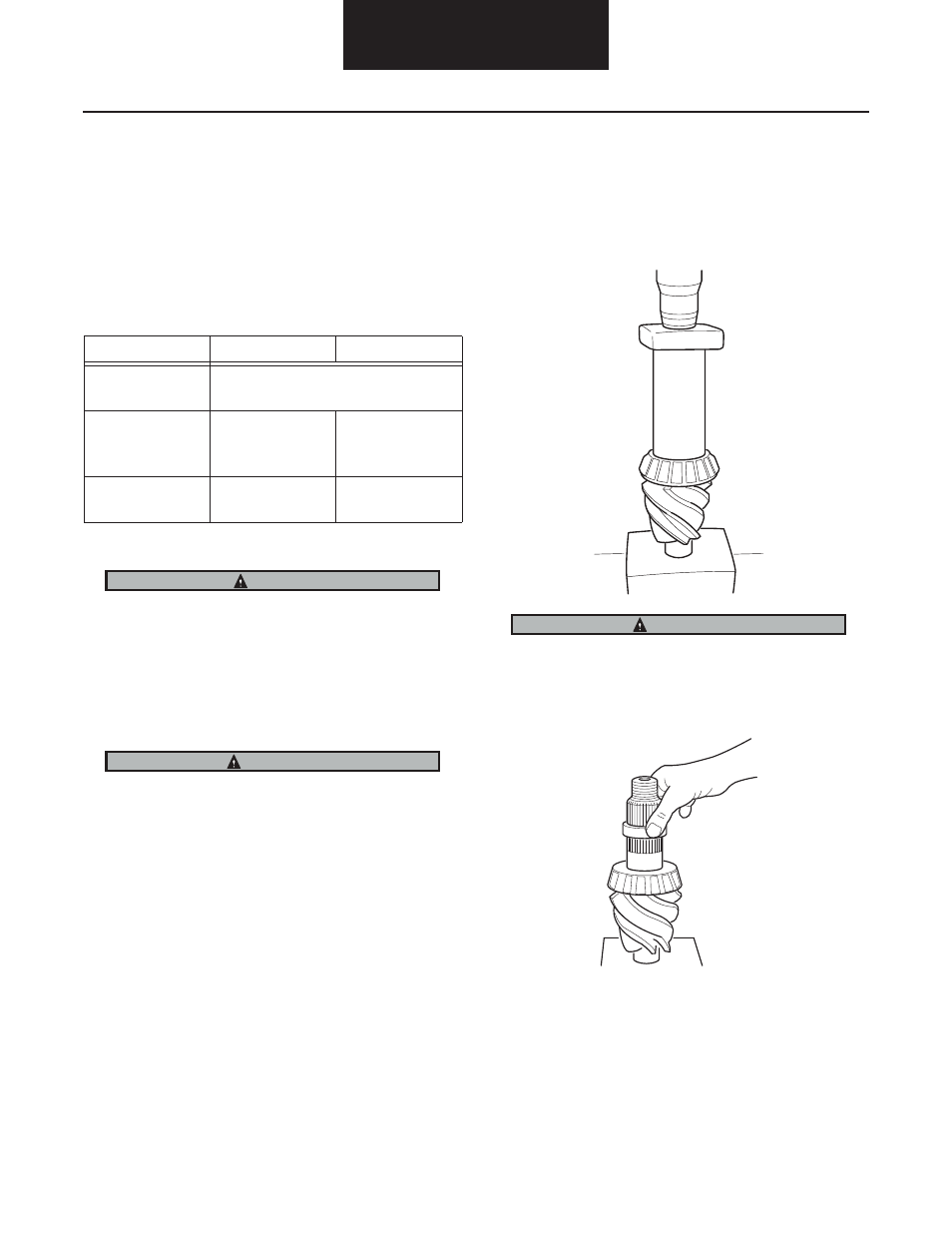
3. Rotate pinion cage while applying press load (see
chart below) to the assembly and check rolling
torque. Wrap soft wire around the bearing cage,
attach spring scale and pull. Preload is correct when
torque required to rotate the pinion bearing cage is
from 5–13 lbs. (2.5–6.0 kg.).
Specifications for Pinion Bearing Trial Buildup Preload Test
Torque to Rotate Bearing Cage (w/o pinion seal)
18 - 42 in. lbs (2.0 - 4.7 N•m)
Read only the torque value after the bearing cage starts to
rotate.
4. If necessary, adjust pinion bearing preload by chang-
ing the pinion bearing spacer. A thicker spacer will
decrease preload. A thinner spacer will increase pre-
load.
Once correct bearing preload has been established, note
the spacer size used. Select a spacer 0.001" larger for use
in the final pinion bearing cage assembly. The larger
spacer compensates for slight “growth” in the bearings
which occurs when they are pressed on the pinion shank.
Do not assume that all assemblies will retain proper pre-
load once bearings are pressed on pinion shank. FINAL
PRELOAD TEST MUST BE MADE IN EVERY CASE.
Final Buildup
Note: During pinion bearing installation, locate each part in
same position that was used in “trial buildup” preload
test.
1. Press inner bearing cone on pinion.
To prevent bearing damage, use suitable sleeve that only
contacts inner race of bearing cone.
2. Install preselected bearing spacer.
Forward Axles
Rear Axles
Spring Scale
Reading
5 - 13 lbs. (2.5 - 6.0 kg)
Press Loads
17-19 Tons
(15.4 - 17.2
Metric Tons)
14-15 Tons
(12.7-13.6
Metric Tons)
Nominal Bearing
Thickness Spacer
0.496 in.
(12.60 mm)
0.638 in.
(16.21 mm)
CAUTION
IMPORTANT
IMPORTANT