Installation, Warning – Lincoln Electric V155-S User Manual
Page 13
INSTALLATION
A-5
A-5
INVERTEC® V155-S
TIG WELDING
This machine does not have a built in Gas Solenoid so
a one piece gas valve TIG Torch is required. A K960-2
Twist-Mate™ TIG Torch adapter is also required. Refer
to the accessories section for more information about
TIG Torches and required Twist-Mate™ adapter. Most
TIG welding is done with DC(-) polarity shown here. If
DC(+) polarity is necessary switch the cable connec-
tions at the machine. (See Figure A.2)
Connect the torch cable to the (-) terminal of the
machine and the work clamp to the (+) terminal. Insert
the connector with the key lining up with the keyway
and rotate approximately 1/4 turn clockwise. Do not
over tighten. Finally, connect the Twist-Mate™ adapter
gas hose to the gas regulator on the cylinder of gas to
be used.
FIGURE A.2
Work Clamp
Twist-Mate™ Adapter K-960-2
Work Cable
Gas Valve
TIG Torch
Gas Hose
To Bottle
ARFU (Auto-Restore Fuse)
The dual input voltage machine is provided with the
ARFU device. It operates only when the input is con-
nected to the 120Vac mains and protects from input
overcurrent. When active, the "Thermal LED" lights
(see "Controls and Operational Features" in the
Operation Section).
Note: The ARFU device operates independently from
the machine's duty-cycle.
OUTPUT CONNECTIONS
A quick disconnect system using Twist-Mate™ cable
plugs is used for the welding cable connections. Refer
to the following sections for more information on con-
necting the machine for operation of stick welding
(SMAW) or TIG welding.
ELECTRIC SHOCK can kill.
• Keep the electrode holder and
cable insulation in good condition.
• Do not touch electrically live parts
or electrode with skin or wet cloth-
ing.
• Insulate yourself from work and ground.
• Turn the input line Switch on the INVERTEC®
V155-S “off” before connecting or disconnecting
output cables or other equipment.
-----------------------------------------------------------
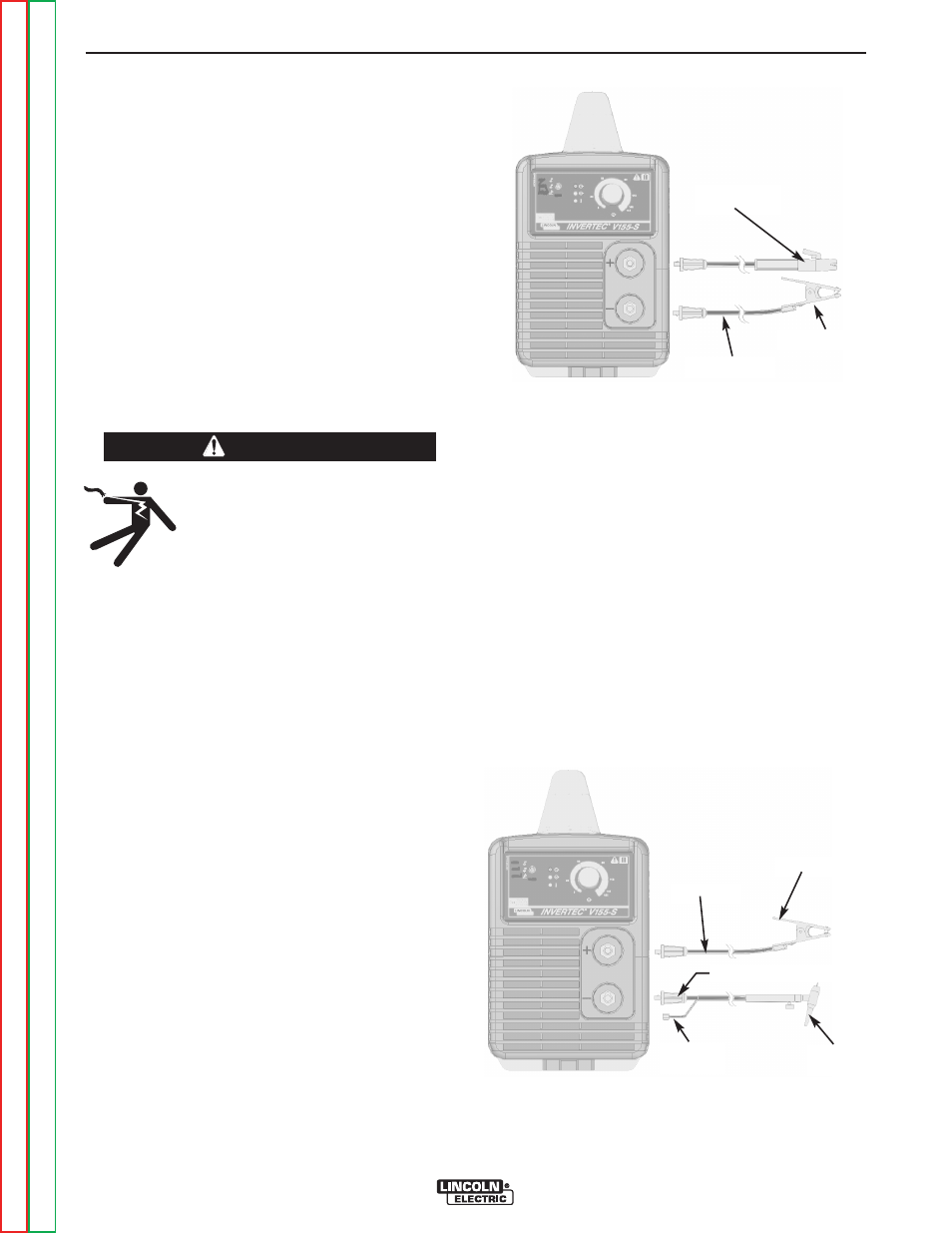
STICK WELDING (SMAW)
First determine the proper electrode polarity for the elec-
trode to be used. Consult the electrode data for this infor-
mation. Then connect the output cables to the output ter-
minals of the machine for the selected polarity. Shown
here is the connection method for DC(+) welding. (See
Figure A.1)
Connect the electrode cable to the (+) terminal and the
work clamp to the (-) terminal. Insert the connector with
the key lining up with the keyway and rotate approximate-
ly 1/4 turn clockwise. Do not over tighten.
For DC(-) welding, switch the cable connections at the
machine so that the electrode cable is connected to (-)
and the work clamp is connected to (+).
Work Clamp
Work Cable
Electrode
Holder
FIGURE A.1
WARNING