Threading operation, Indicator table, T.p.i. scale t.p.i. scale – Grizzly G9249 User Manual
Page 42
-40-
g9249 12" x 37" Belt drive gap Bed lathe
Threading Operation
To cut threads:
1. set the compound rest to the appropriate
angle for the thread you want to cut. For a
unified national series (unF) thread, this is
29º off of vertical to the spindle axis.
2. if the thread dial (figure 58) is not engaged
with the lead screw, use a 5mm hex wrench
to loosen the thread dial and rotate it to
engage the lead screw, then tighten the dial.
6. once you are confident the settings are cor-
rect, disengage the half nut and turn
OFF the
spindle.
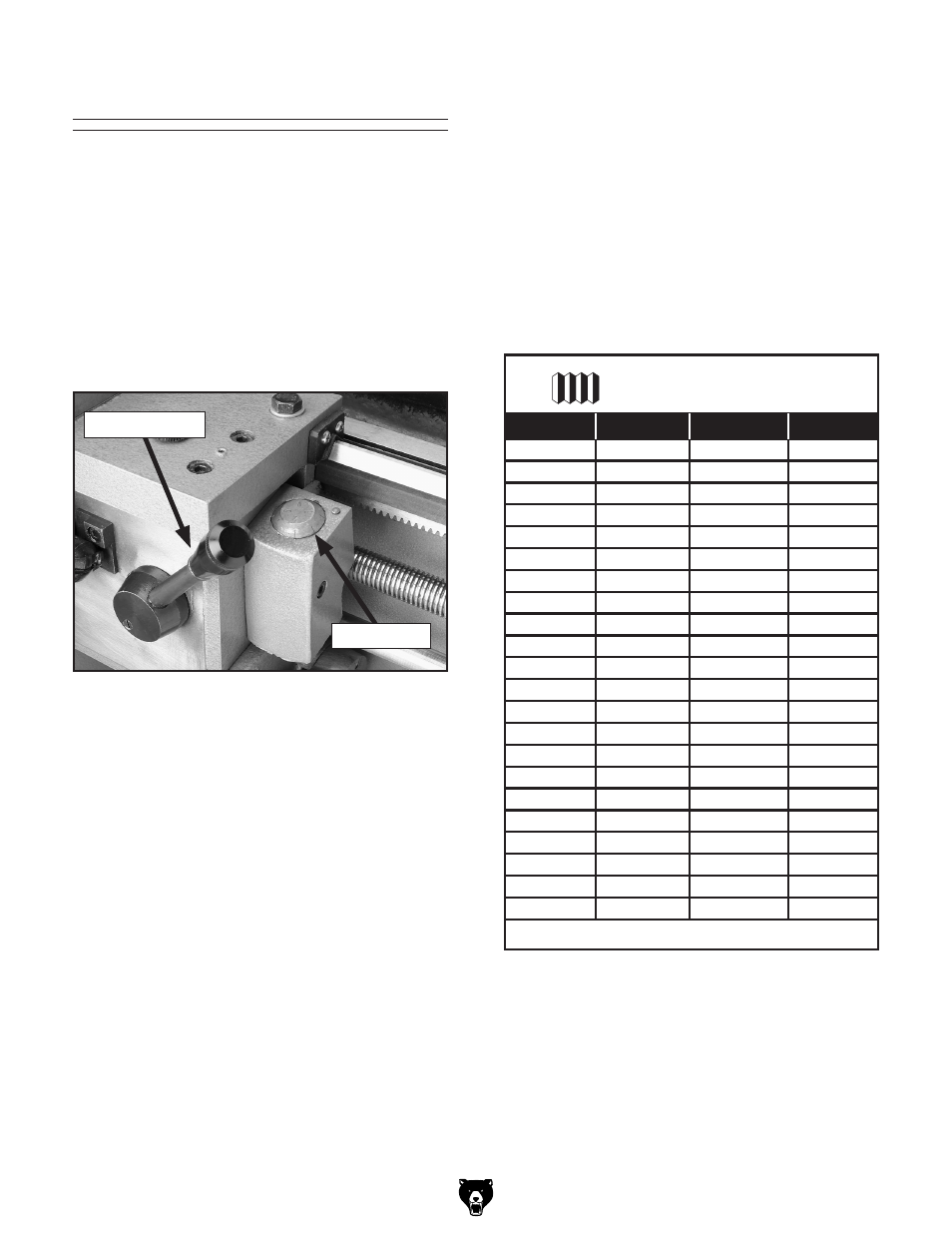
7. examine the thread dial chart (see figure
59) to determine which numbers on the
thread dial will engage the half nut.
Note: To maintain accuracy and consis-
tency, engage the half nut on the same mark
on each pass. Failure to start on the same
number each time may lead to cutting off the
thread made in the previous pass.
3. select the rpM you want to use. A slower
rpM will give you more time to react, espe-
cially if threading over a short distance or
threading up to a shoulder.
4. examine the thread charts (inch or metric) on
Page 41 and set the feed rate as explained
on
Page 37.
5. turn ON the spindle to verify settings. Check
to see that the lead screw is turning and verify
that the carriage moves in the correct direc-
tion by engaging the half nut lever shown in
figure 58.
figure 58. thread dial and half-nut lever.
thread dial
half-nut lever
INDICATOR TABLE
T.P.I. SCALE
T.P.I.
SCALE
)
&¶)
'(
&
)
1
$
2
')
&¶-
)
3
$
4
'+
&dg(
&¶)
'-
&
*
&¶)
('
*
1
$
2
&¶)
(+
&dg(
+
&dg(
(-
+
1
$
2
,
&
)%
&¶-
-
&¶-
))
&¶)
.
&
)+
&dg(
.
1
$
2
)-
&¶-
&%
&dg(
*'
&¶)
&&
&
*+
&¶-
&&
1
$
2
+)
&¶-
&'
&¶)
,'
&¶-
&(
&
,+
&")
&)
&dg(
-%
&¶-
&+
&¶-
--
&"-
&-
&dg(
.'
&¶)
&.
&
.+
&¶-
'%
&¶)
&%)
&¶-
''
&dg(
&&'
&¶-
A:69H8G:LE>I8=-I#E#>#
figure 59. thread dial table.