Grizzly G9249 User Manual
Page 31
g9249 12" x 37" Belt drive gap Bed lathe
-29-
3. Center drill both ends of one piece of the
round stock and set it aside for use in
Step 6.
Note: If the tailstock is slightly out of align-
ment by a few thousands of an inch, the
center drill will find the center point during
the drilling process. If the tailstock appears
grossly out of alignment, move the tailstock
until it appears to be near or at center (refer
to
Cutting Tapers Using the Tailstock on
Page 28).
4. using the other piece of round stock, make
a dead center by turning a shoulder to make
a shank, then flip the piece over in the chuck
and turn a 60° point (see
figure 36 for an
example).
Note: As long as the fabricated dead center
remains in the chuck, the point of your center
will remain true to the spindle axis or center
line. Keep in mind that the point will have to
be refinished whenever it is removed and re-
installed in the chuck.
figure 36. tailstock centering dead center.
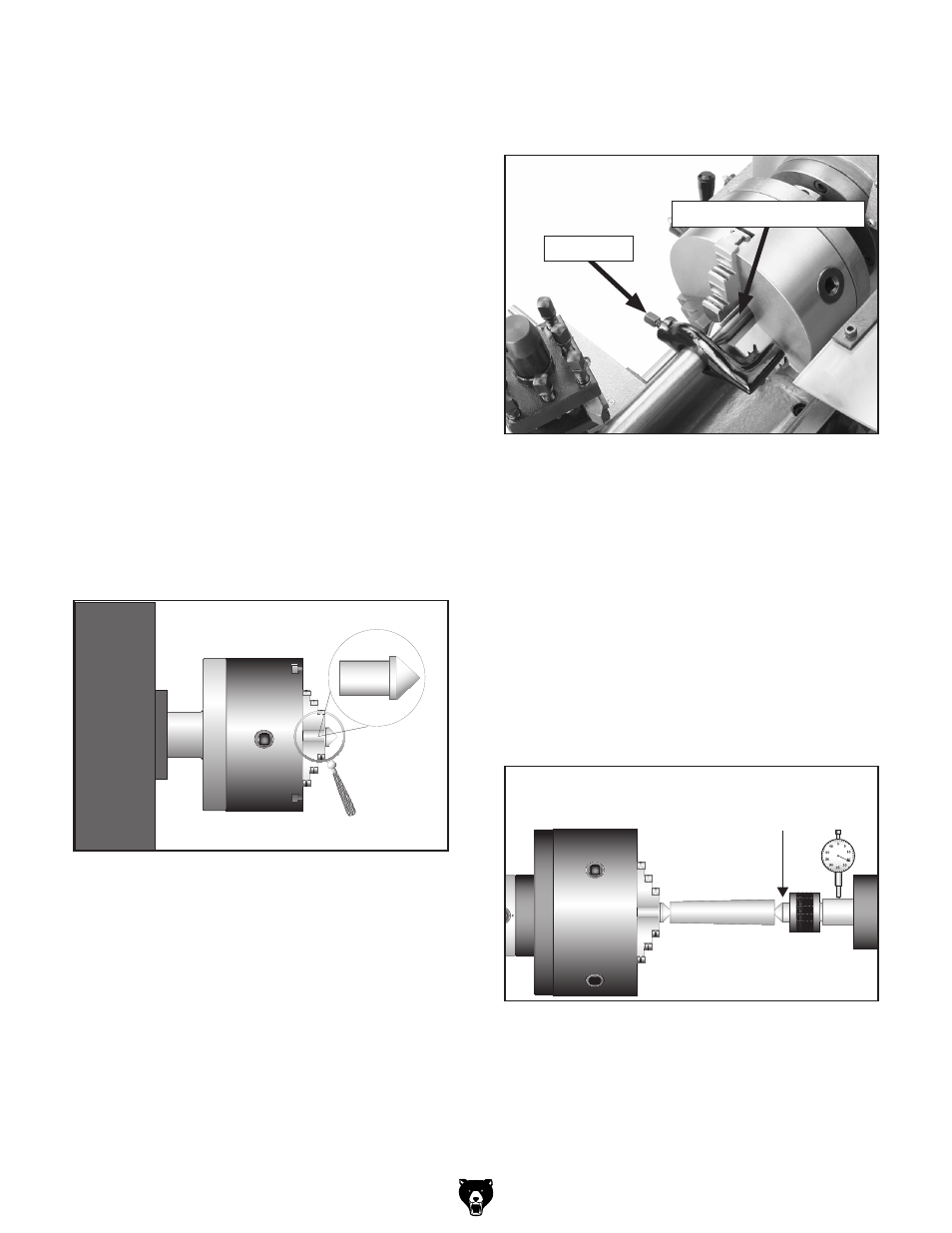
5. place the live center in the tailstock.
figure 37. round stock mounted between
centers.
lathe dog
Fabricated dead Center
7. turn approximately 0.010" off the diameter.
8. Mount a dial indicator so the dial plunger is
on the tailstock barrel before making adjust-
ments.
9. Measure the stock with a micrometer.
— if the stock is fatter at the tailstock end,
move the tailstock toward the operator half
the distance of the amount of taper (see
figure 38).
BdkZiV^ahidX`^c
]Va[i]ZY^hiVcXZ
d[i]ZiVeZg#
figure 38. tailstock adjustment toward the
operator (viewed from above).
6. Attach a lathe dog to the bar stock from Step
3 and mount it between the centers (see
figure 37).