Centers – Grizzly G9249 User Manual
Page 28
-26-
g9249 12" x 37" Belt drive gap Bed lathe
Always use a low spindle speed when
machining non-cylindrical or off-center
workpieces to avoid ejecting the workpiece
from the holding device at a high rate of
speed. failure to heed this warning could
lead to serious personal injury or property
damage.
using the faceplate
the faceplate can be used to turn non-cylindrical
parts or for off-center turning by clamping the
workpiece to it.
To mount a workpiece on the faceplate:
1. disConneCt lAthe FroM poWer!
2. use a piece of wood to protect the bedways.
3. secure the workpiece on the faceplate with
a minimum of three independent clamping
devices (see
figure 30 for an example).
Note: Take into account the rotation and
cutting forces that will be applied to the
workpiece when clamping it to the faceplate.
figure 30. example of a non-cylindrical
workpiece mounted on the faceplate.
Faceplate
non-Cylindrical
Workpiece
Clamp
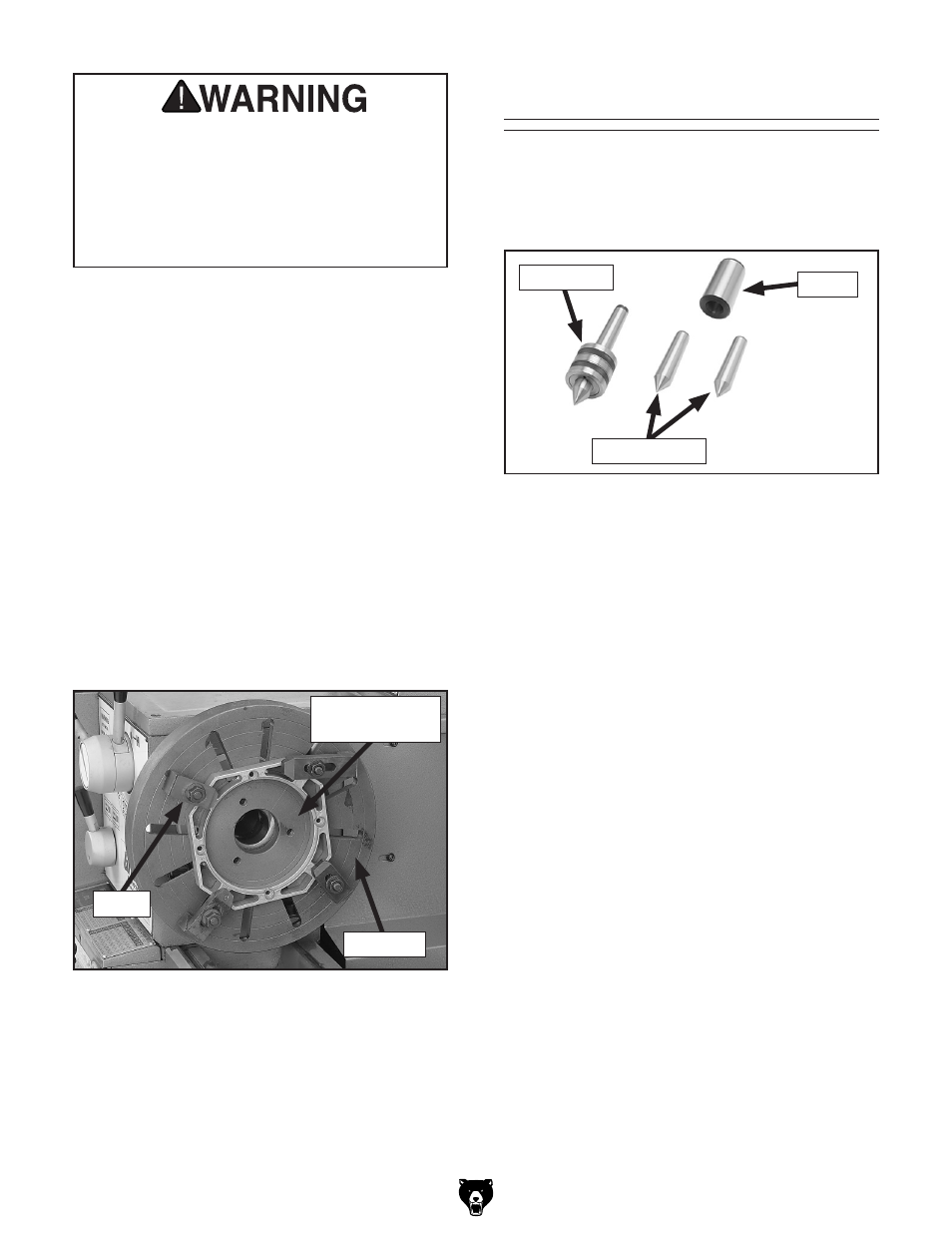
centers
the Model g9249 includes one Mt#3 live center
and two Mt#3 dead centers (see
figure 31). the
supplied Mt#5–Mt#3 spindle sleeve fits into the
spindle taper to hold an Mt#3 center or tool.
figure 31. Centers and spindle sleeve.
sleeve
dead Centers
live Center
the live center tip will rotate independently of the
spindle or quill. the dead centers will spin with
the spindle and remain stationary when used in
the quill. use these devices as required by your
operation.
the steps to install and remove a center into
the tailstock quill are detailed in the previous
Tailstock subsection on Page 27.
Installing a Sleeve and center into
the Spindle
1. Clean away any grime or oily substance from
the tapered mating surfaces of the sleeve
and center.
2. install the center into the spindle sleeve, then
seat the assembly into the spindle.