15 quic k guide – HEIDENHAIN iTNC 530 (340 49x-06) Pilot User Manual
Page 15
15
Quic
k Guide
U
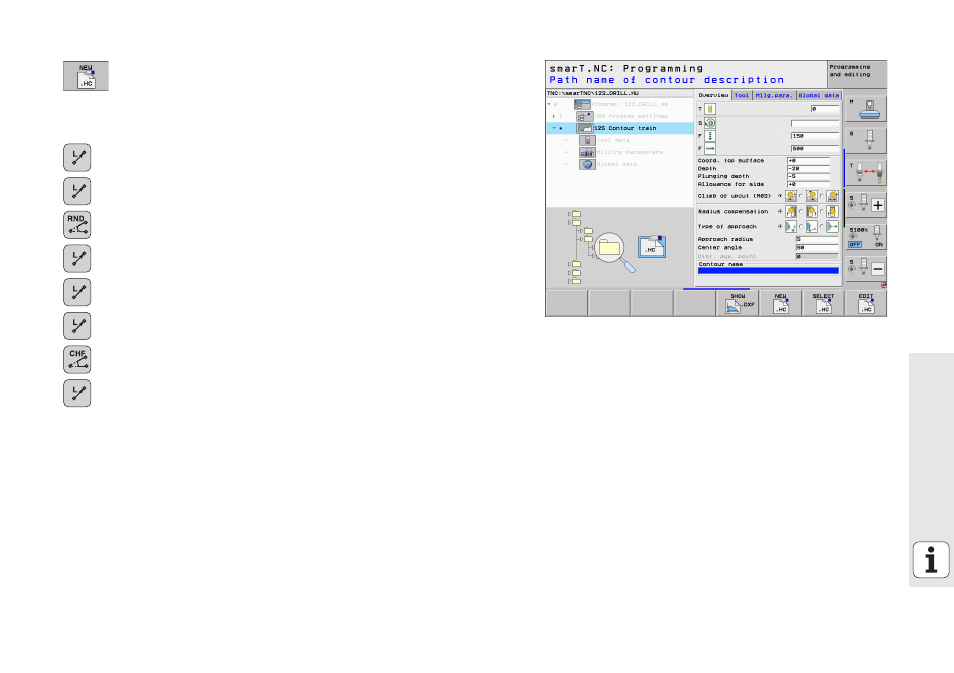
The input field Contour name is active. Create a new contour
program: smarT.NC displays a pop-up window for entering
the contour name. Enter the name of the contour, confirm
with the ENT key. smarT.NC is now in contour programming
mode
U
Define the starting point of the contour in X and Y with the L
key: X=10, Y=10, save with the END key
U
Approach point
2
with the L key: X=90, save with the END
key
U
Define a curvature radius of 8 mm with the RND key, save
with the END key
U
Approach point
3
with the L key: Y=80, save with the END
key
U
Approach point
4
with the L key: X=90, Y=70, save with the
END key
U
Approach point
5
with the L key: Y=10, save with the END
key
U
Define a chamfer of 6 mm with the CHF key, save with the
END key
U
Approach end point
6
with the L key: X=10, save with the
END key
U
Save contour program with the END key: smarT.NC now
again displays the form for defining contour machining
U
Save entire contour machining with the END key. Definition
of contour machining is complete
U
Test and run the newly created program as previously
described