6 cutting data calculator, Application, Cutting data calculator – HEIDENHAIN TNC 320 (77185x-01) ISO programming User Manual
Page 132
Programming: Programming aids
4.6
Cutting data calculator
4
132
TNC 320 | User's Manual for DIN/ISO Programming | 3/2014
4.6
Cutting data calculator
Application
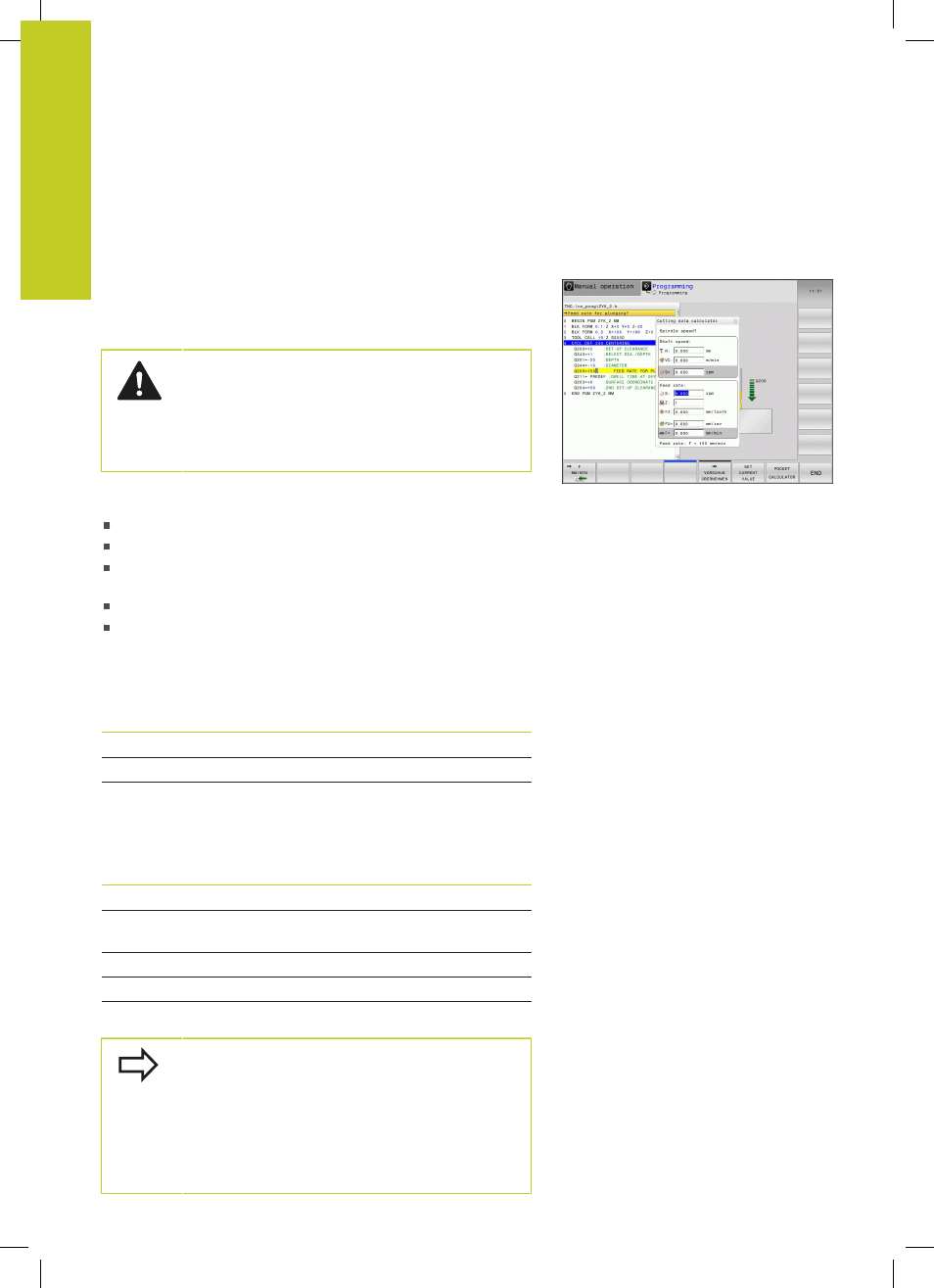
With the cutting data calculator you can calculate the spindle speed
and the feed rate for a machine process. Then you can load the
calculated values into an opened feed-rate or spindle-speed dialog
box in the NC program.
Do not use the cutting data calculator if you have
programmed the
M136 function. With the M136
function the TNC move the tool at the feed rate
F in millimeters/spindle revolution as specified in
the program, but the cutting data calculator always
calculates feed rate in mm per minute.
To open the cutting data calculator, press the CUTTING DATA
CALCULATOR soft key. The TNC shows the soft key if you
open the pocket calculator (CALC key)
open the dialog field for spindle speed input in the T block
open the dialog field for feed rate input in positioning blocks or
cycles
enter a feed rate in manual operation (F soft key)
enter a spindle speed in manual operation (S soft key)
The cutting data calculator is displayed with different input fields
depending on whether you calculate a spindle speed or a feed rate:
Window or spindle speed calculation:
Code letter
Meaning
R:
Tool radius (mm)
VC:
Cutting speed (m/min)
S=
Result for spindle speed (rev/
min)
Window for feed rate calculation:
Code letter
Meaning
S:
Spindle speed (rpm)
Z:
Number of teeth on the tool
(n)
FZ:
Feed per tooth (mm/tooth)
FU:
Feed per revolution (mm/rev)
F=
Result for feed rate (mm/min)
You can also calculate the feed rate in the T block
and automatically transfer it to the subsequent
positioning blocks and cycles. For feed rate input in
positioning blocks or cycles, select the soft key F
AUTO. The TNC then uses the feed rate defined in
the T block. If you have to change the feed rate later,
you only need to adjust the feed-rate value in the T
block.