Multipoint axis error compensation – HEIDENHAIN ND 930 User Manual
Page 43
43
Multipoint Axis Error Compensation
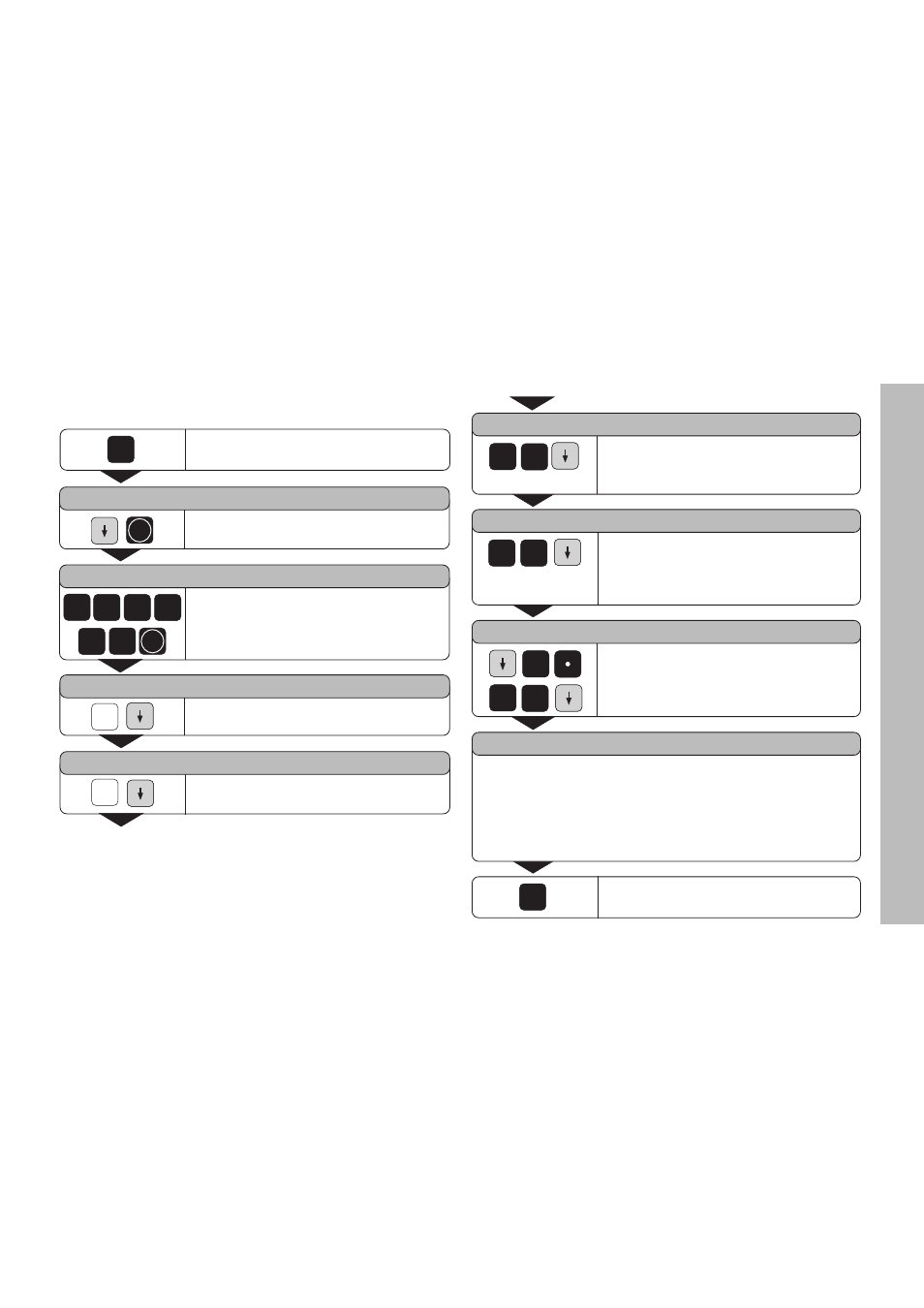
To select the compensation value table and enter an axis
correction
DATUM Z =
Enter the active datum for the error on
the axis to be corrected (e.g., 27 mm)
and confirm.
2
7
POINT SPACING Z=
Enter the spacing of the compensation
points on the axis to be corrected, for
example 2
10
µ
m (equals 1024 mm) and
confirm.
1
0
X 27.000 X =
Select compensation point no. 1, enter
the associated compensation value (e.g.,
0.01 mm) and confirm.
0
0
1
X 28.024 X =
Enter all further compensation points. If you press and hold
the arrow down key when selecting the next compensation
point, the number of the current compensation point will be
displayed in the input line. You can go directly to compen-
sation points by using the GOTO key and entering the
corresponding number.
MOD
Conclude entry.
MOD
Press MOD.
ENT
PARAMETER ?
Select dialog for entering the code
number.
CODE NUMBER ?
Enter 105296 and confirm with ENT.
1
0
5
2
9
6
ENT
X
COMP. AXIS = X
Select the axis to be corrected (e.g.,
cross slide X), and confirm.
X = FCT (Z )
Enter the axis causing the error (e.g.,
saddle Z) and confirm.
Z
•
•
•