FRITSCH PULVERISETTE 25 User Manual
Page 21
page 20
PULVERISETTE 25
4.1.3 Setting the Knife Gap Width
The factory setting for the knife gap is approx. 0.5 mm.
1. Open the Cutting Mill (see chapter 4.1.1)
2. Loosen the middle mounting screws on all 3 stationary knives
(4,5,9) and unscrew them partially.
3. Turn the rotor (3) such that the rotor knife and the stationary
knives (4,5,9) are directly opposite each other.
4. Evenly unscrew the threaded rods (B) to the right and left of
the mounting screw (A) until the stationary knives (4,5,9)
contact the rotor knives.
5. Then evenly turn the threaded pins (B) back ½ turn and re-
tighten the mounting screw (A).
6. Adjust all 3 stationary knives (4,5,9) in this way.
Using this method, a knife gap of approx. 0.5 mm can be set.
This can be checked with a feeler gauge. This corresponds to 5
sheets printer paper 80gr..
The stationary knives (4,5,9) must be parallel with the rotor
knives so that the cutting load is distributed uniformly over
the entire length.
7. Insert the sieve cassette (7) (see chapter 4.1.5).
8. Close the cutting mill (see chapter 4.1.6).
Caution!
Check whether the rotor (3) turns freely (see chapter 3.7).
This check must be performed every time the knife gap
width is adjusted!
If this is not done, the gap must be set again.
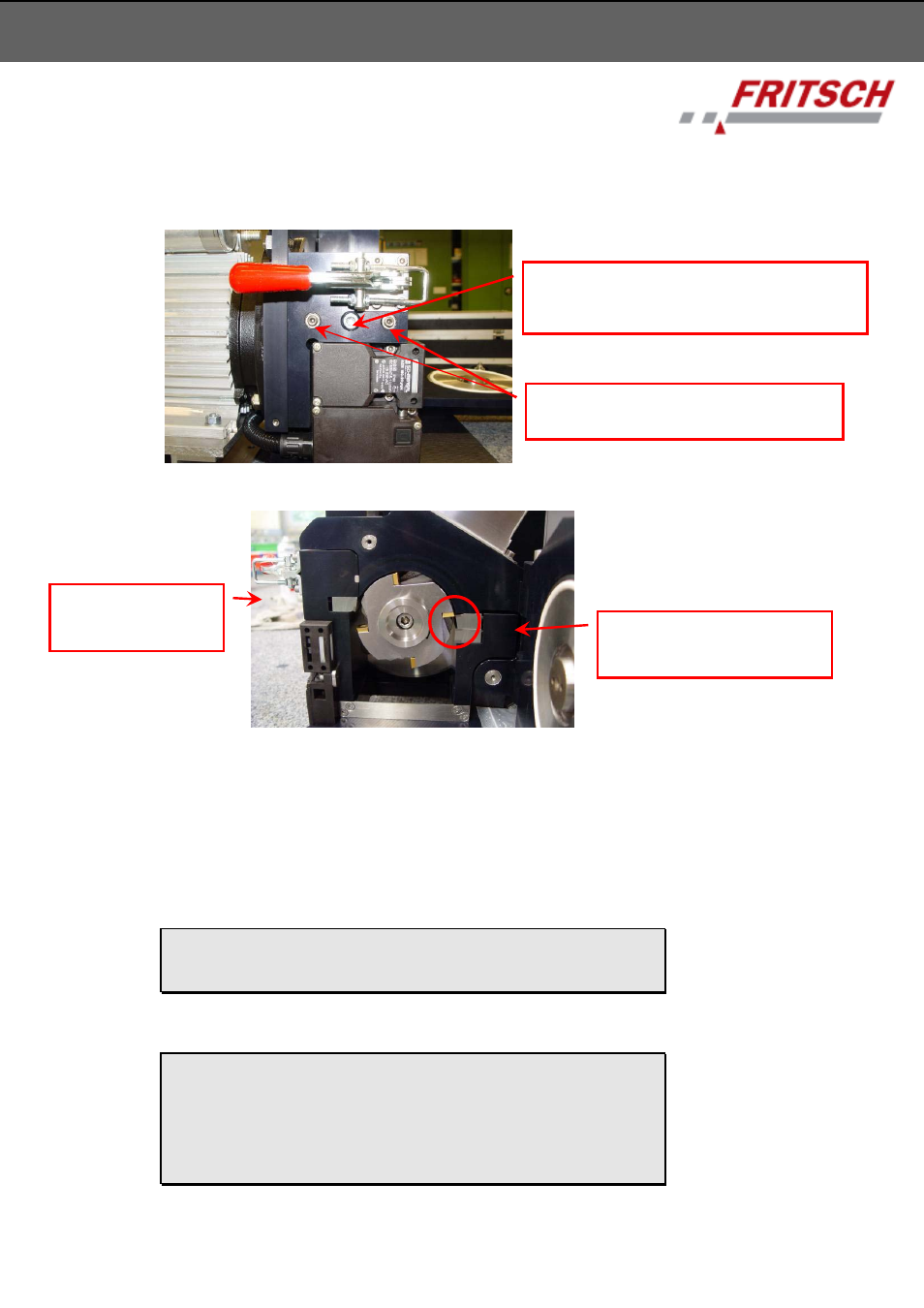
Mounting screw (A) for fastening and
loosening the stationary knives when
adjusting the knife gap width.
Threaded rods (B) for adjusting the
cutting gap.
Mounting screw (A) and
threaded pins (B) for (9)
stationary knife 3
Mounting screws (A)
and threaded rods (B)
for (4,5) stationary knives 1 and 2