7550 operation – Salter Brecknell 7550 User Manual
Page 26
7550 Operation
The in-motion system will only weigh and transmit data properly if there is
only one package on the scale at a time with packages identical in size. This
means front edge to front edge spacing of at least the length of the conveyor.
With varying length package applications, there are two criteria which must
be met:
1) With a package on the conveyor scale, the next one coming on the scale
must not break the entrance photocell beam prior to the one on the scale
breaking the exit beam.
2) With a package on the conveyor scale, the exiting package must clear
the exit beam prior to the package entering the scale clearing the
entrance beam.
If either of these rules are violated, erroneous weights may be transmit-
ted or weight values not transmitted at all.
This simple formula will help you figure the minimum package spacing
needed for unequal package sizes.
Package Spacing
Unequal Package Spacing = Conveyor Length + (Longest Package - Shortest Package)
(Front Edge to Front Edge)
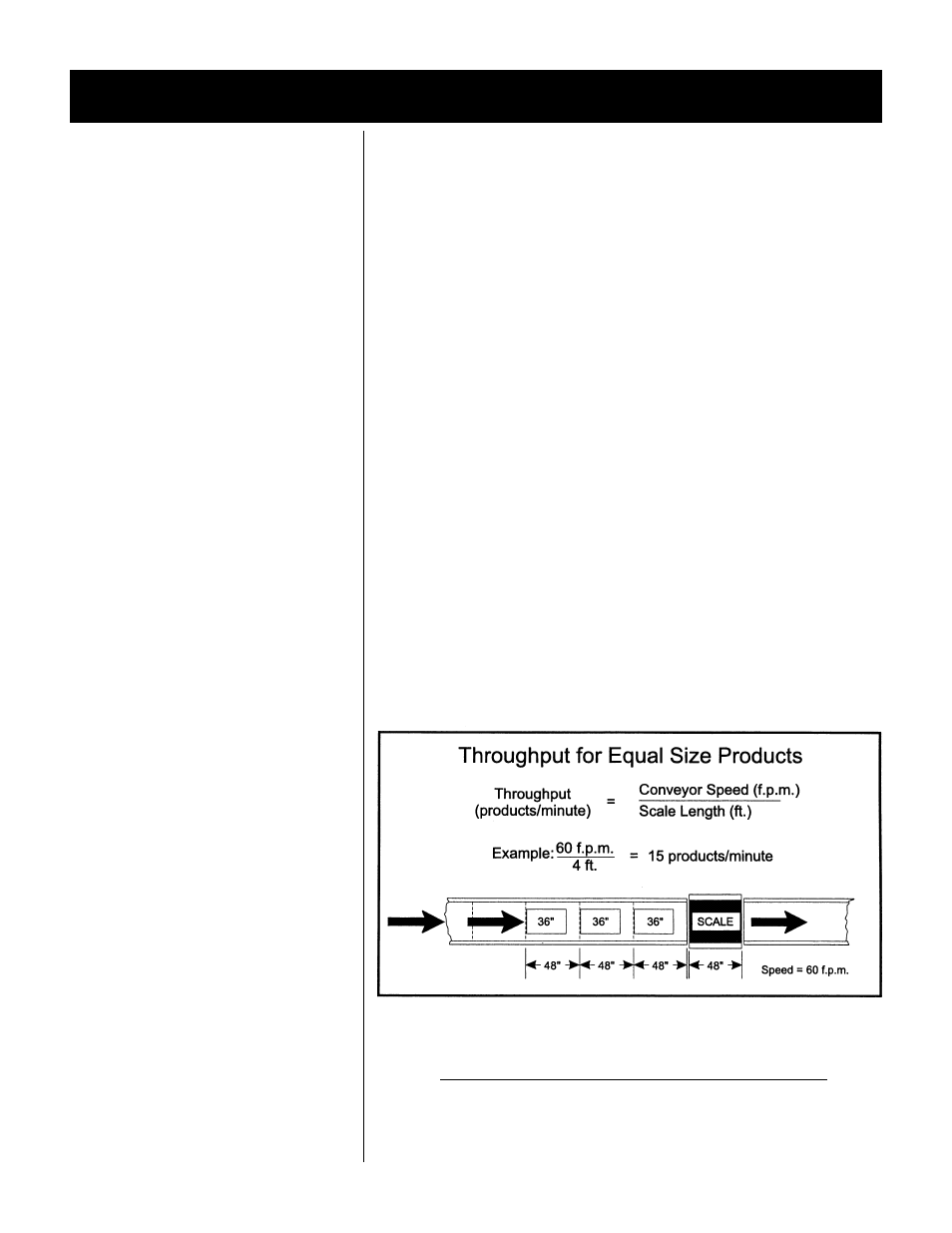
The following diagram shows a formula for figuring throughput of
identically sized packages.
Throughput for Unequal Size P
Throughput for Unequal Size P
Throughput for Unequal Size P
Throughput for Unequal Size P
Throughput for Unequal Size Products
roducts
roducts
roducts
roducts
Belt Speed x 12
Belt Speed x 12
Belt Speed x 12
Belt Speed x 12
Belt Speed x 12
Conveyor Length + Length of Longest Package
Conveyor Length + Length of Longest Package
Conveyor Length + Length of Longest Package
Conveyor Length + Length of Longest Package
Conveyor Length + Length of Longest Package
Length of shortest package
Length of shortest package
Length of shortest package
Length of shortest package
Length of shortest package
23