Great Plains SML1000 Operator Manual User Manual
Page 43
Great Plains Manufacturing, Inc.
Appendix B - Pre-Delivery
39
03/31/2011
407-451M
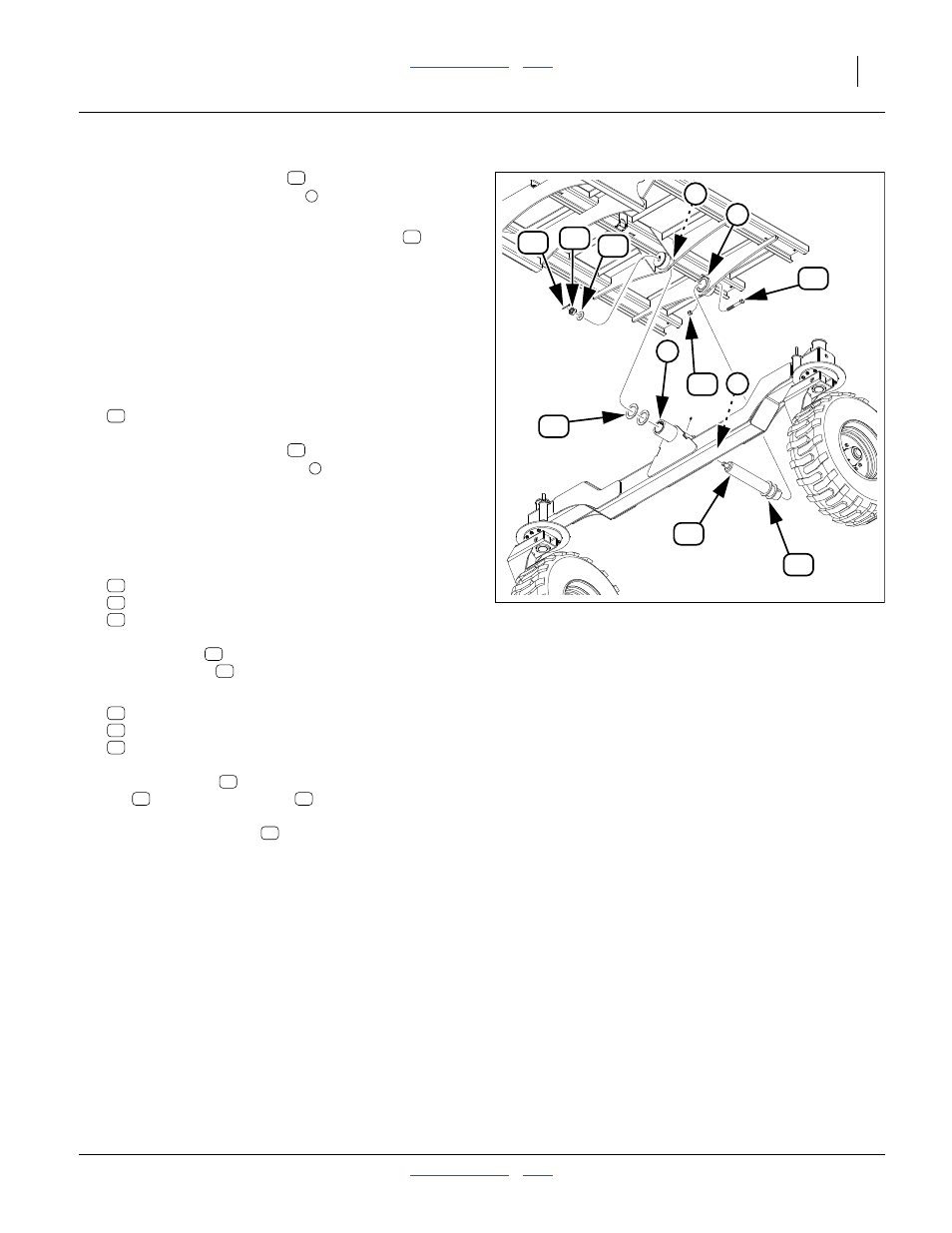
Refer to Figure 24
30. Slide two spacer washers
into the gap between
the rear end of the axle tube
and the rear gusset
tube.
31. Apply anti-seize compound to the pivot pin
, and
carefully insert the threaded end into the rear gusset
tube.
While moving it forward, adjust the spacer washers
until they fit over the full diameter of the pin.
Stop moving the pin once it has entered the axle
tube a short distance.
32. Select two more:
196-775D SPACER WASHER
Slide two spacer washers
into the gap between
the front end of the axle tube
and the front gusset
tube.
33. Continue moving the pivot pin forward carefully,
adjusting the spacer washers until they fit over the
full diameter of the pin.
34. Select one each:
196-652D 40P TOOLBAR PIVOT PIN
802-070C HHCS 3/4-10X6 GR5
803-026C NUT LOCK 3/4-10 PLT
Insert the bolt
through the rear hole of the pin and
secure with nut
.
35. Select one each:
804-035C WASHER FLAT 1 1/4 USS PLT
803-079C NUT HEX SLOTTED 1 1/4 - 7
805-085C PIN COTTER 5/16 X 2 1/2
Add the washer
to the threaded end of the
pin
. Spin the slotted nut
on until the slots align
with the small hole in the threaded end of the pin.
Secure with cotter pin
.
36. Raise the axle assembly (now secured to the cart).
Remove the rear cart supports (leave the parking
stand erected). Lower the rear end of the cart to the
ground. Level frame with parking stand jacks.
37. Lubricate the zerk at the top center of the pivot pin
38. Clean and de-grease the rear end of the pivot pin.
Paint it green.
Null4:
Null4:
Figure 24
Install Axle, 2 of 2
31481
15
14
43
40
45
15
4
31
38
15
14
15
15
14
31
38
31
38
43
40
45
43
14
40
45