7 gmaw option weld schedule menu screens, 7 gmaw o, Ption – Tweco WC 1 Weld Sequence Controlle User Manual
Page 20: Chedule, Creens
16
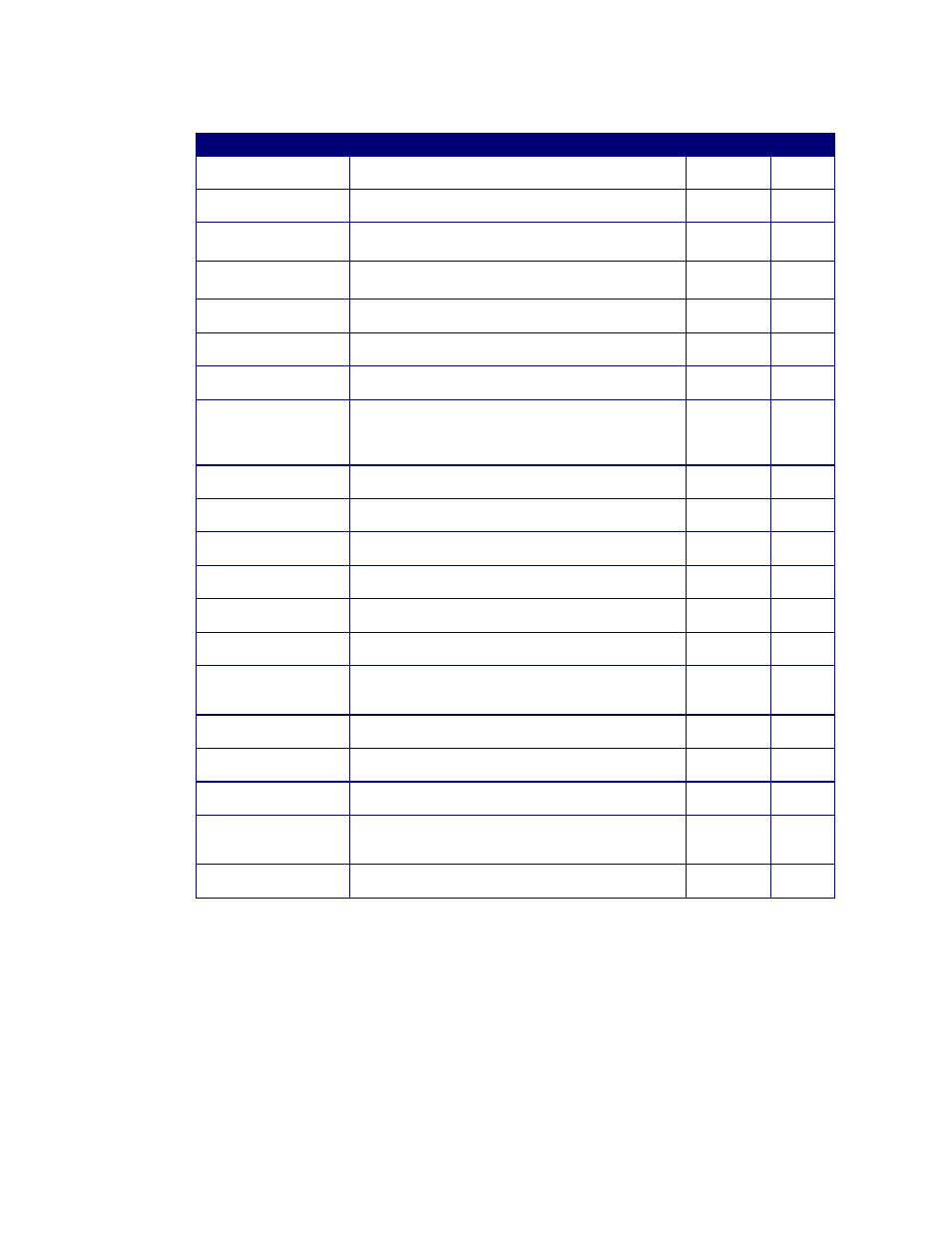
6.7 GMAW Option Weld Schedule Menu Screens
DISPLAY
PARAMETER DESCRIPTION
RANGE
UNITS
PREPURGE TIME
TIME =
Pre purge gas flow time period.
0 - 60.00
Sec.
START VOLTAGE
VOLTS =
Weld cycle start voltage level.
10.0- 50.0
Volts
START WIRE SPEED
SPEED =
The wire feed speed to be used during the start time
period.
0-1000
Ipm
START DELAY
TIME =
The time period at the Start level.
0 – 60.00
Sec.
RAMP UP TIME
TIME =
The time that will be used to ramp the parameters
from the start to the run value.
0 – 60.00
Sec.
RUN TIME VOLTAGE
AMP =
The voltage level that will be used during the run time
portion of the weld cycle.
10.0- 50.0
Volts
RUN WIRE SPEED
SPEED =
The wire feed speed to be used during the Run time
period.
0-1000
Ipm
SPOT WELD TIME
TIME =
The time period at the run level. If set the weld
sequence will automatically terminate at the end of this
time. If zero the user must clear the Cycle start signal
to terminate the weld cycle.
0 – 650.00
Sec.
PERCENT TAPER
TAPER % =
The percent of run wire speed that will be reached at
the end of the taper event.
1 – 100
%
TAPER DELAY TIME
TIME =
The time period to perform the taper event.
0 – 600.00
Sec.
RAMP DOWN TIME
TIME =
The time period used to ramp from the Taper % level
to the end level.
0 – 60.00
Sec.
END VOLTAGE
VOLTS =
The voltage level that will be used during the end time
period.
10.0– 50.0
Volts
END WIRE SPEED
SPEED =
The wire feed speed to be used during the end time
period.
0-1000
Ipm
END DELAY TIME
TIME =
The time period at the end level.
0 – 60.00
Sec.
REV WIRE DELAY
TIME =
The time period to reverse the wire feeder and back
the wire out of the arc. The Wire speed is the end wire
value.
0 - 60.00
Sec.
BURN BACK TIME
TIME =
The time period, which will be used to hold the weld
contactor on after halting the wire feed motor.
.01 - 6.00
Sec.
POST PURGE TIME
TIME =
The Post Gas flow time period.
.01-60.00
Sec.
JOG WIRE SPEED
SPEED =
The wire drive speed that is used while not welding.
0 – 1000
Ipm
SELECT SCHEDULE
SCHED =
Select the user defined weld schedule and read the
schedule from weld memory into the active weld
schedule parameters.
1 – 32
SAVE SCHEDULE
SCHED =
Write the current active weld schedule to the specified
schedule number in the weld memory.
1 - 32
Table 5 - Weld Schedule Menu for GMAW option enabled