Thermal arc 201 ts operation – Tweco 201 ts Thermal Arc User Manual
Page 36
THERMAL ARC 201 TS OPERATION
Operation 4-10
Manual 0-5149
Art # A-07700
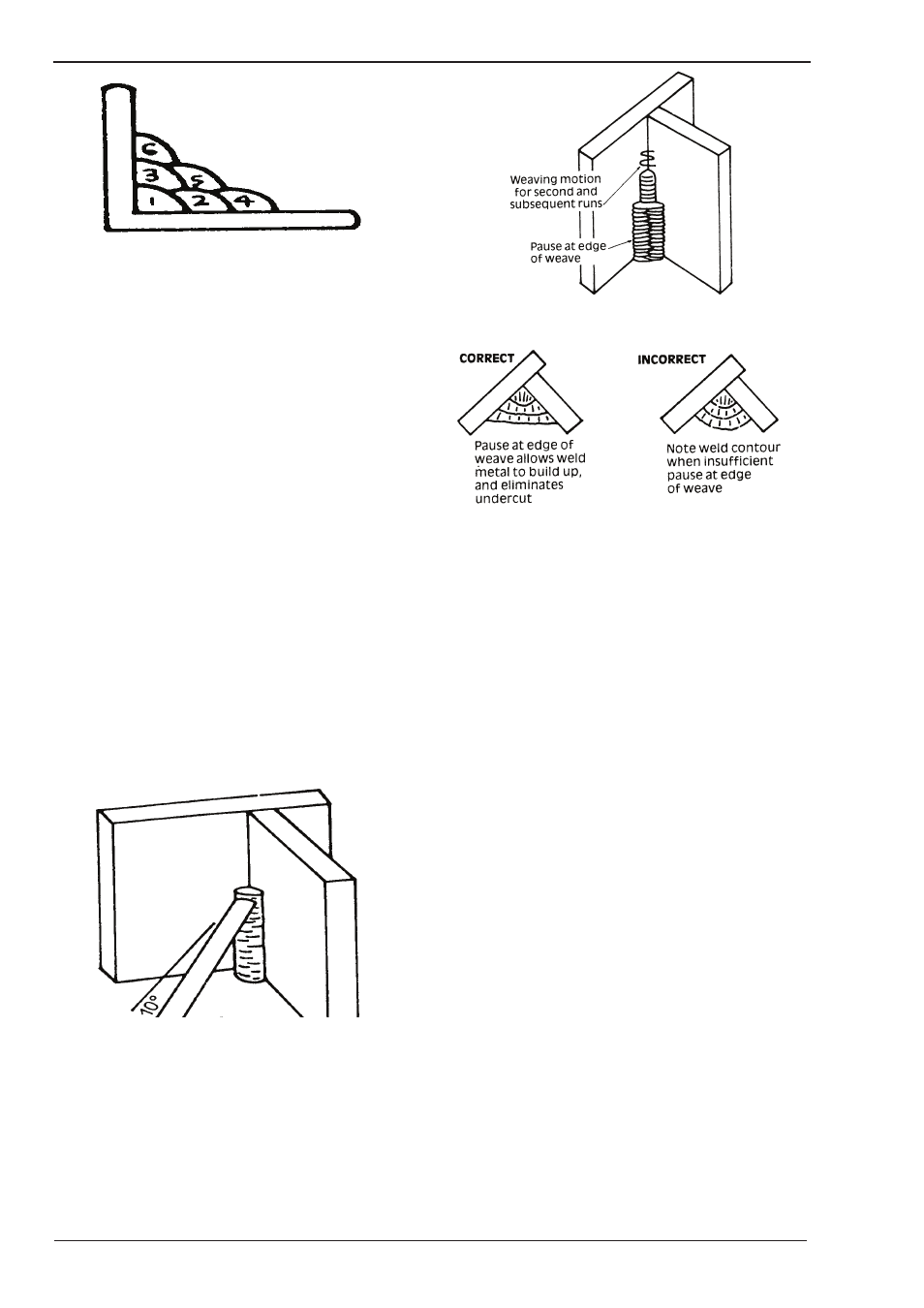
Figure 4-16: Multi-runs in HV fillet weld
C. Vertical Welds
1. Vertical Up
Tack weld a three feet length of angle iron to your
work bench in an upright position. Use a 3.2mm
(1/8") E7014 electrode and set the current at 120
amps. Make yourself comfortable on a seat in
front of the job and strike the arc in the corner
of the fillet. The electrode needs to be about 10°
from the horizontal to enable a good bead to be
deposited. Refer Figure 4-16. Use a short arc,
and do not attempt to weave on the first run.
When the first run has been completed de-slag
the weld deposit and begin the second run at
the bottom. This time a slight weaving motion
is necessary to cover the first run and obtain
good fusion at the edges. At the completion of
each side motion, pause for a moment to allow
weld metal to build up at the edges, otherwise
undercut will form and too much metal will
accumulate in the centre of the weld. Figure
4-17 illustrates multi-run technique and Figure
4-18 shows the effects of pausing at the edge
of weave and of weaving too rapidly.
Art # A-07701
Figure 4-17: Single run vertical fillet weld
Art # A-07702
Figure 4-18: Multi run vertical fillet weld
Art # A-07703
Figure 4-19: Examples of vertical fillet welds
2. Vertical Down
The E7014 electrode makes welding in this
position particularly easy. Use a 3.2mm (1/8")
electrode at 120 amps. The tip of the electrode
is held in light contact with the work and the
speed of downward travel is regulated so that
the tip of the electrode just keeps ahead of the
slag. The electrode should point upwards at an
angle of about 45°.
3. Overhead Welds
Apart from the rather awkward position neces-
sary, overhead welding is not much more dif-
ficult that downhand welding. Set up a specimen
for overhead welding by first tacking a length
of angle iron at right angles to another piece of
angle iron or a length of waste pipe. Then tack
this to the work bench or hold in a vice so that
the specimen is positioned in the overhead posi-
tion as shown in the sketch. The electrode is held
at 45° to the horizontal and tilted 10° in the line
of travel (Figure 4-19). The tip of the electrode
may be touched lightly on the metal, which
helps to give a steady run. A weave technique
is not advisable for overhead fillet welds. Use
a 3.2mm (1/8") E6012 electrode at 120 amps,
and deposit the first run by simply drawing the
electrode along at a steady rate. You will notice
that the weld deposit is rather convex, due to
the effect of gravity before the metal freezes.