03 stick (smaw) basic welding technique, 04 effects of stick welding various materials, Stick (smaw) basic welding technique -10 – Tweco 141i Fabricator User Manual
Page 70: Effects of stick welding various materials -10, Fabricator 141i
Fabricator 141i
BASIC WELDING GUIDE
4-10
Manual 0-5145
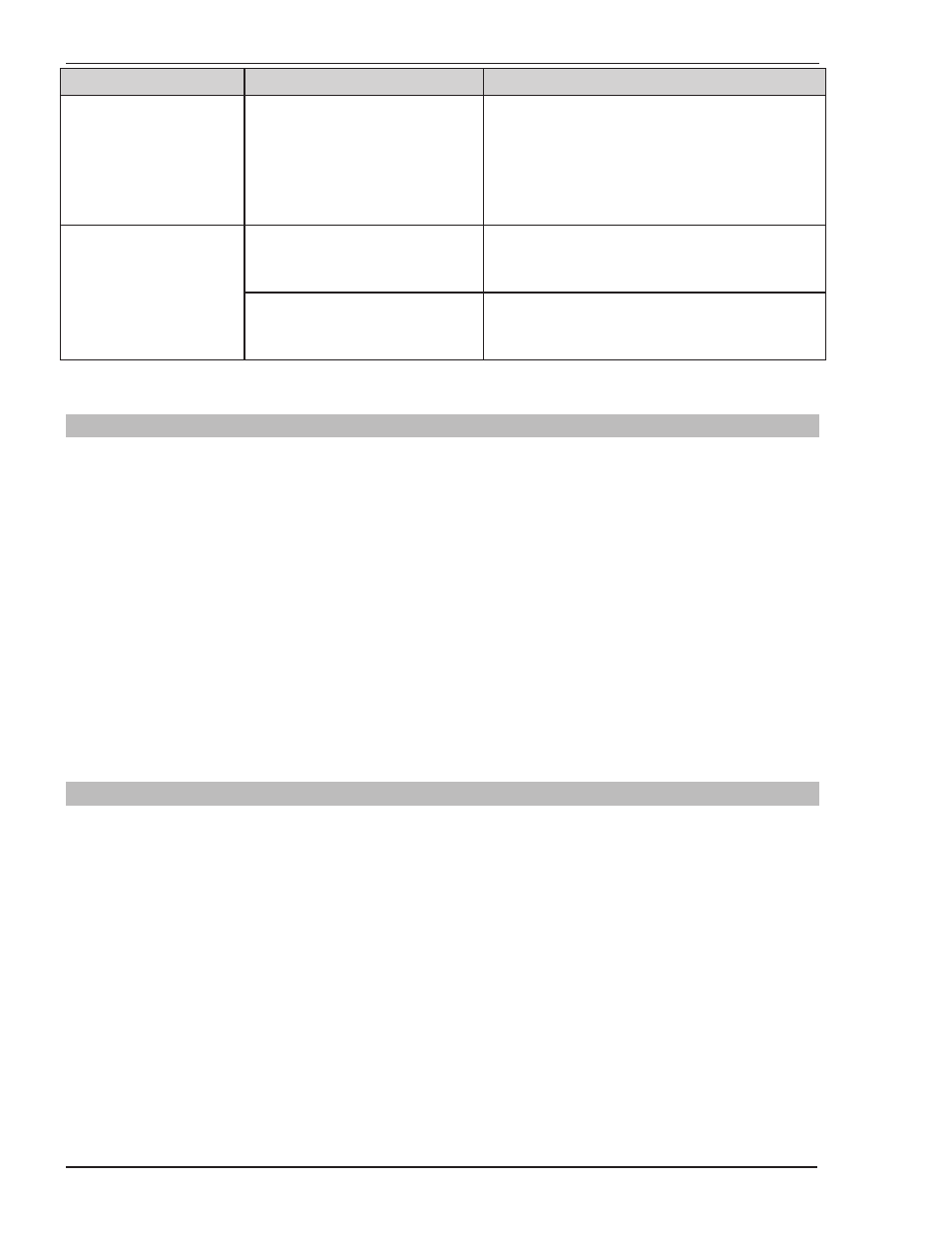
FAULT
CAUSE
REMEDY
8 Arc does not have a
crisp sound that short
arc exhibits when the
wirefeed speed and
voltage are adjusted
correctly.
The MIG Gun has been con-
nected to the wrong voltage
polarity on the front panel
Connect the MIG Gun to the positive (+)
welding terminal for solid wires and gas
shielded flux cored wires. Refer to the
electrode wire manufacturer for the correct
polarity.
9 Poor weld result from
setup chart parameters
A Incorrect welder setup, polar-
ity, shielding gas, wire type and
size
A Check to make sure that the welder is set up
correctly; also check polarity, shielding gas,
wire type and size.
B Contact tip has arc marks in the
bore causing excessive drag on
the wire
B Replace the contact tip with only a Genuine
Velocity contact tip.
Table 4-4: MIG Welding Problems
4.03 Stick (SMAW) Basic Welding Technique
Size of Electrode
The electrode size is determined by the thickness of metals being joined and can also be governed by the type
of welding machine available. Small welding machines will only provide sufficient current (amperage) to run the
smaller size electrodes.
For thin sections, it is necessary to use smaller electrodes otherwise the arc may burn holes through the job. A
little practice will soon establish the most suitable electrode for a given application.
Storage of Electrodes
Always store electrodes in a dry place and in their original containers.
Electrode Polarity
Electrodes are generally connected to the ELECTRODE HOLDER with the Electrode Holder connected positive
polarity. The WORK LEAD is connected negative polarity and is connected to the work piece. If in doubt consult
the electrode data sheet or your nearest Accredited Tweco Distributor.
4.04 Effects of Stick Welding Various Materials
High Tensile and Alloy Steels
The two most prominent effects of welding these steels are the formation of a hardened zone in the weld area, and,
if suitable precautions are not taken, the occurrence in this zone of under-bead cracks. Hardened zone and under-
bead cracks in the weld area may be reduced by using the correct electrodes, preheating, using higher current
settings, using larger electrodes sizes, short runs for larger electrode deposits or tempering in a furnace.
Manganese Steels
The effect on manganese steel of slow cooling from high temperatures is to embrittle it. For this reason it is
absolutely essential to keep manganese steel cool during welding by quenching after each weld or skip welding
to distribute the heat.
Cast Iron
Most types of cast iron, except white iron, are weldable. White iron, because of its extreme brittleness, generally
cracks when attempts are made to weld it. Trouble may also be experienced when welding white-heart
malleable, due to the porosity caused by gas held in this type of iron.