Auto-cut 300 xt, Power supply status codes group 1, process codes – Tweco 300 XT Auto-Cut 400V User Manual
Page 122
AUTO-CUT 300 XT
A-�0
APPENDIX
Manual 0-5290
Power Supply Status Codes
Group 1, Process Codes
101
Plasma Enable Is Disabled
Code 101 is activated by either an open circuit between TB1-1 & 2 on CCM I/O PCB or Plasma Enable switched
off on the GCM 2010 or on the TSC 3000. TB1-1 & 2 comes from the factory with a jumper installed. An in-
staller may remove the jumper and connect a separate Plasma Enable switch or use the Plasma Enable wires
included in the 37 pin CNC cable used with the Ultra-Cut XT & Auto-Cut 300XT. The Auto-Cut 200XT which
uses a 14 pin CNC does not have the Plasma Enable in the cable. These may be used to connect to the cutting
table E-Stop switch. In either case the jumper would be removed from TB1-1 & 2. 101 is not a latched code, it
clears as soon as the condition is fixed.
Causes for 101 code other than one of the Enable switches being off (see detailed descriptions below):
• Gas Control Cable from J55 to gas control not connected.
• Ribbon cable from Relay board to I/O board not connected.
• CNC cable not connected (if using a Plasma Enable switch or output from the cutting table or robot).
• Defective Relay PCB
• Defective CCM I/O PCB
Special case: Display alternates between E101 and ----. This happens when there is both a missing phase and
Plasma enable is off. It is probably a bug in the code, it should be showing E101 & E201 (missing phase code).
We will likely fix this in a later code release but be aware of it for now.
External or CNC Plasma Enable D2, CNC PLASMA ENABLE LED, is not on.
• LED D2 on the CCM will be on if this input is satisfied either with the jumper on TB1- 1 & 2 or an external
or CNC switch. If the jumper is in place and the LED is not on, the CCM is most likely defective.
• If the jumper at CCM TB1-1 & 2 has been removed to use an external switch, install a jumper as a test. If
D2 illuminates the problem is with the switch or it’s wiring.
• If Plasma Enable is wired through the CNC cable remove the cable and jumper J15 pins 25 & 26. If D2
still not on there may be a problem in the wiring inside the power supply.
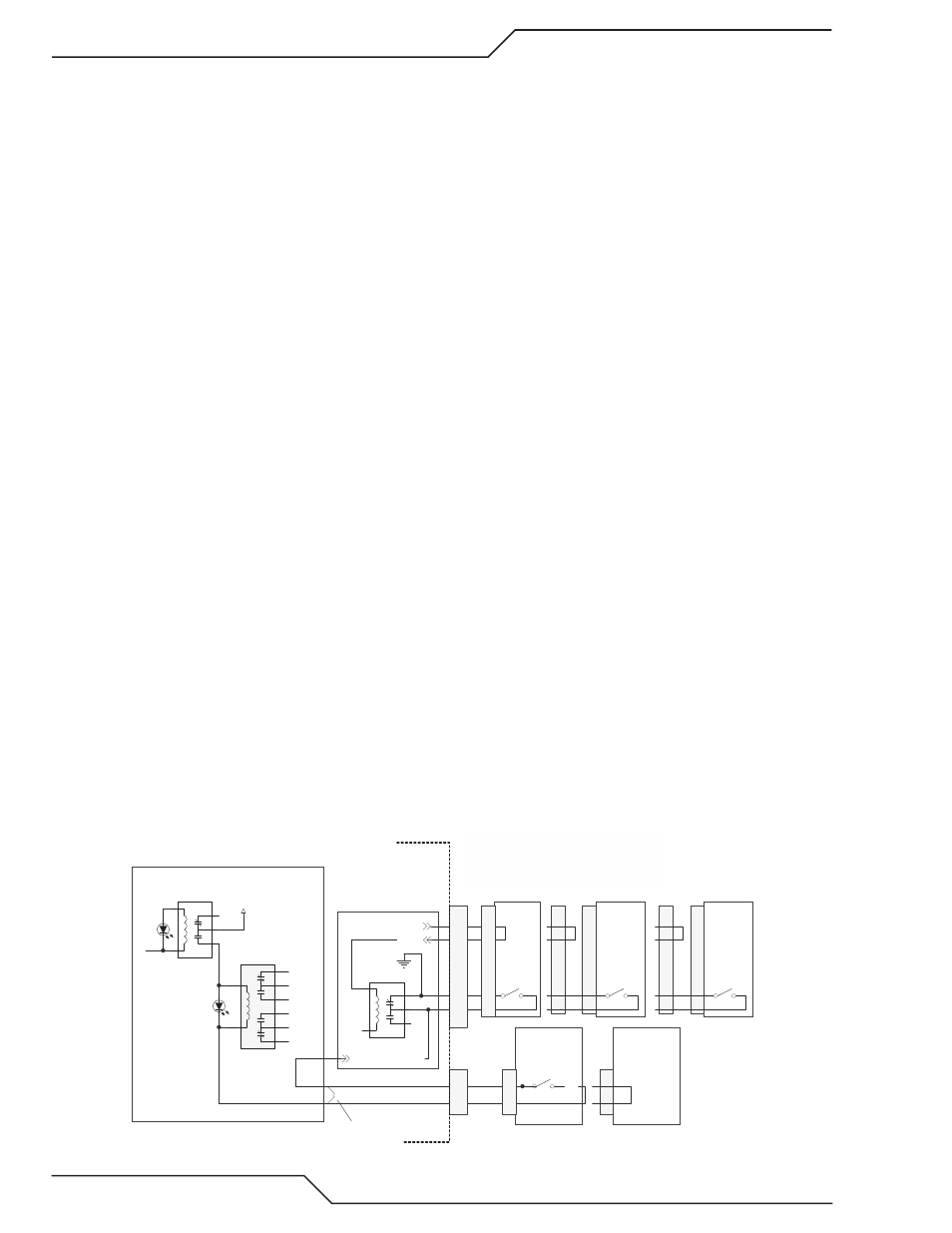
Plasma Enable from Gas Control or TSC 3000
If the External or CNC Plasma Enable is satisfied, D2 is on, a relay K7 on the CCM I/O PCB energizes supply-
ing +15V to another relay K1 on the I/O board. An active low signal, /Plasma Enable-HMI, comes from TSC
3000 Plasma Enable switch via the Relay PCB or if TSC 3000 is not installed the signal originates on the Relay
PCB. This signal applies ground to the K1 relay energizing it and lighting the LED, D3 on the I/O board. K1’s
contacts go back to the Relay board and the Gas control connector J55 to allow turning on relays and solenoids
on those devices. The AC 200 XT does not use the separate Gas Control or the TSC 3000.
Art # 12304
1
5
3
2
4
K7
1
8
4
2
6
7
3
5
PLASMA ENABLE
K1
/PLASMA ENABLE - HMI
GND
24 VAC
24 VAC
TSC 3000
RELAY PCB
1
5
3
2
4
PLASMA ENABLE - CNC
K6
+15VDC
GREEN
D3
PS_ENABLE
To
Relay
PCB
To Gas
Control
CCM I/O PCB
GREEN
D2
Plasma Enable SW
GCM 2010
(or jumper in
other gas controls)
-1
-3
-5
-6
J54
J55
XT Power Supply
Simplified schematic, all connectors are not shown.
Refer to unit schematics for details.
J61
J56
-1
-2
Jumper in
AC 200 XT
J26-6
J26-7
GCM 1000 XT
J56
J54
When the circuit between J54-1 & 3 is closed (jumper,
etc.) K7 is energized and requires a Plasma Enable SW
or equivlant to enable the plasma.
With J54-1 & 3 open K7 is denergized and it's NC
contacts complete the Plasma Enable-HMI circuit.
-1
-2
-2
-1
-5
-6
-3
-1
-5
-6
-3
-1
(AC 300 XT
DMC 3000)
J25
-15
-22
J30
-20
-25
Plasma
Enable
SW
iCNC
XT 2 &
XT 242
J54
-5
-6
-3
-1
iCNC
XT 211
HMI PLASMA
ENABLE BYPASS