Consumable matrix for ce pakmaster 50xl plus, Consumables matrix, Cutting speed charts – Tweco PCM-62 Machine Torch User Manual
Page 59
Manual 0-2817
A-11
APPENDIX
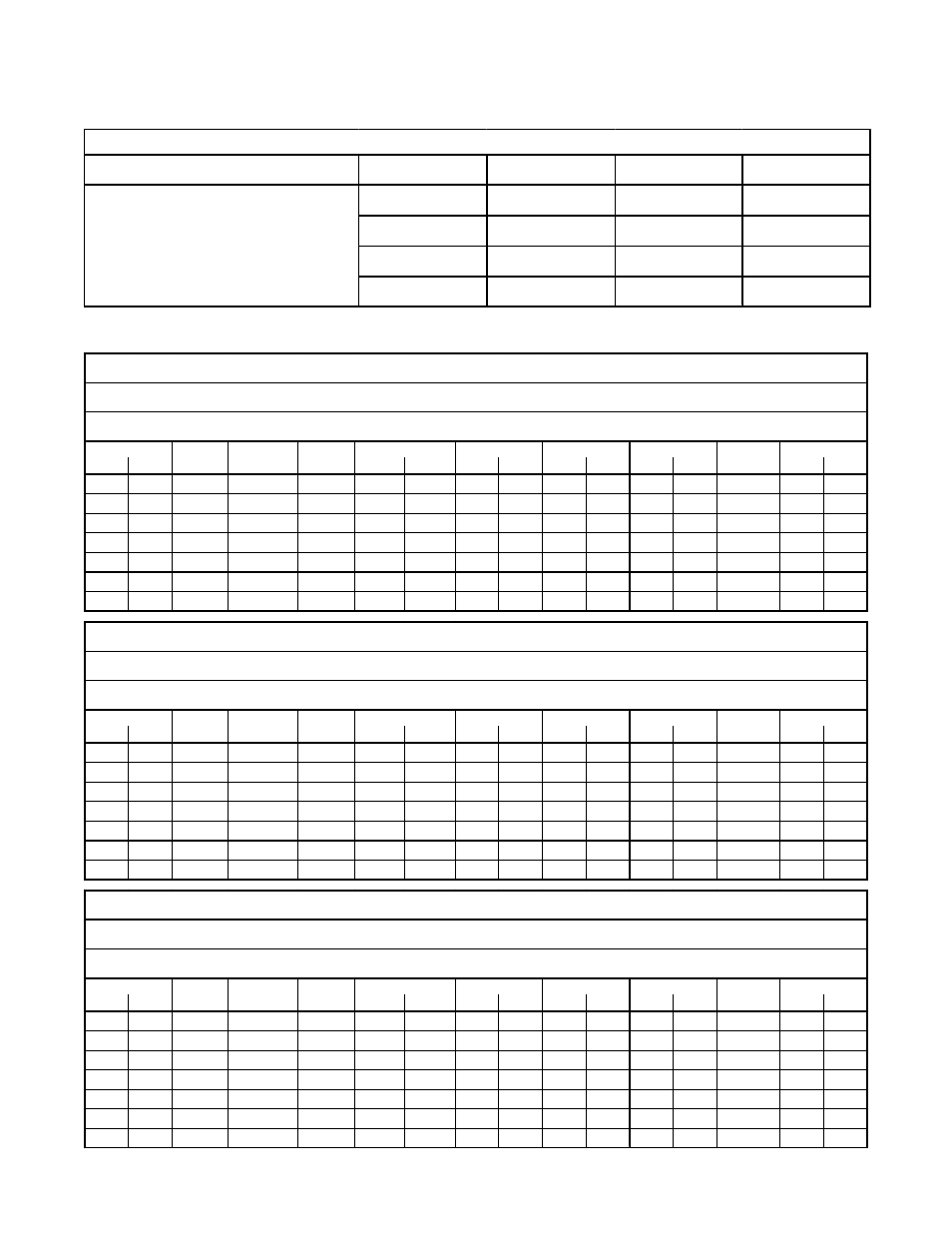
Air Plasma Cutting Speed Data Chart For PakMaster 50XL Plus
Type Torch: PCM-62
Type Material: Aluminum
Type Plasma Gas: Air
Type Secondary Gas: Single Gas Torch
Thickness
Tip
Output Volts Amperage Speed (Per Minute)
Standoff
Plasma Gas Press
Flow (SCFH)
Pierce
Pierce Height
Inches
mm
(Cat. No.)
(VDC)
(Amps)
Inches
Meters
Inches
mm
psi
bar
Plasma
Total
Delay (Sec)
Inches
mm
20 ga
0.80
9-8412
90
40
350
8.89
0.19
4.75
70
4.8
50
190
0
0.19
4.75
16 ga
1.30
9-8412
94
40
275
6.99
0.19
4.75
70
4.8
50
190
0
0.19
4.75
10 ga
2.60
9-8412
105
40
100
2.54
0.19
4.75
70
4.8
50
190
0
0.19
4.75
7 ga
3.70
9-8412
100
40
70
1.78
0.19
4.75
70
4.8
50
190
0
0.19
4.75
1/4
6.35
9-8412
107
40
40
1.02
0.19
4.75
70
4.8
50
190
0.5
0.19
4.75
3/8
9.53
9-8412
114
40
18
0.46
0.19
4.75
70
4.8
50
190
0.5
0.19
4.75
1/2
12.70
9-8412
121
40
10
0.25
0.19
4.75
70
4.8
50
190
1
0.19
4.75
Air Plasma Cutting Speed Data Chart For PakMaster 50XL Plus
Type Torch: PCM-62
Type Material: Mild Steel
Type Plasma Gas: Air
Type Secondary Gas: Single Gas Torch
Thickness
Tip
Output Volts Amperage Speed (Per Minute)
Standoff
Plasma Gas Press
Flow (SCFH)
Pierce
Pierce Height
Inches
mm
(Cat. No.)
(VDC)
(Amps)
Inches
Meters
Inches
mm
psi
bar
Plasma
Total
Delay (Sec)
Inches
mm
20 ga
0.90
9-8412
104
40
300
7.62
0.19
4.75
70
4.8
50
190
0
0.19
4.78
16 ga
1.50
9-8412
104
40
275
6.99
0.19
4.75
70
4.8
50
190
0
0.19
4.78
10 ga
3.40
9-8412
104
40
75
1.91
0.19
4.75
70
4.8
50
190
0
0.19
4.78
7 ga
4.60
9-8412
107
40
55
1.40
0.19
4.75
70
4.8
50
190
0.5
0.19
4.78
1/4
6.35
9-8412
116
40
40
1.02
0.19
4.75
70
4.8
50
190
0.5
0.19
4.78
3/8
9.53
9-8412
123
40
18
0.46
0.19
4.75
70
4.8
50
190
1
0.25
6.35
1/2
12.70
9-8412
127
40
10
0.25
0.19
4.75
70
4.8
50
190
1.5
0.25
6.35
Air Plasma Cutting Speed Data Chart For PakMaster 50XL Plus
Type Torch: PCM-62
Type Material: Stainless Steel
Type Plasma Gas: Air
Type Secondary Gas: Single Gas Torch
Thickness
Tip
Output Volts Amperage Speed (Per Minute)
Standoff
Plasma Gas Press
Flow (SCFH)
Pierce
Pierce Height
Inches
mm
(Cat. No.)
(VDC)
(Amps)
Inches
Meters
Inches
mm
psi
bar
Plasma
Total
Delay (Sec)
Inches
mm
20 ga
0.90
9-8412
95
40
300
7.62
0.19
4.75
70
4.8
50
190
0
0.19
4.75
16 ga
1.50
9-8412
95
40
275
6.99
0.19
4.75
70
4.8
50
190
0
0.19
4.75
10 ga
3.50
9-8412
100
40
75
1.91
0.19
4.75
70
4.8
50
190
0
0.19
4.75
7 ga
4.60
9-8412
105
40
55
1.40
0.19
4.75
70
4.8
50
190
0
0.19
4.75
1/4
6.35
9-8412
105
40
40
1.02
0.19
4.75
70
4.8
50
190
0.5
0.19
4.75
3/8
9.53
9-8412
110
40
18
0.46
0.19
4.75
70
4.8
50
190
1
0.19
4.75
1/2
12.70
9-8412
119
40
10
0.25
0.19
4.75
70
4.8
50
190
1.5
0.19
4.75
Consumables Matrix
Application
Shield Cup
Tip
Gas Dist
Electrode
Drag Cutting
9-8400
9-8411
9-8401
9-8402
Cutting (w/o Standoff Cutting Guide)
9-8400
9-8411 or 9-8412
9-8401
9-8402
Cutting (w/Standoff Cutting Guide)
9-8400
9-8411 or 9-8412
9-8401
9-8402
Gouging
9-8400
9-8416
9-8401
9-8402
Consumable Matrix For CE PakMaster 50XL Plus
Cutting Speed Charts