Workpiece power supply + _ c b a – Tweco PCM-62 Machine Torch User Manual
Page 15
Manual 0-2817
2-3
INTRODUCTION
;;
;;
;;
;
;
;
;
;
;;
;;
A-00002
Workpiece
Power
Supply
+
_
C
B
A
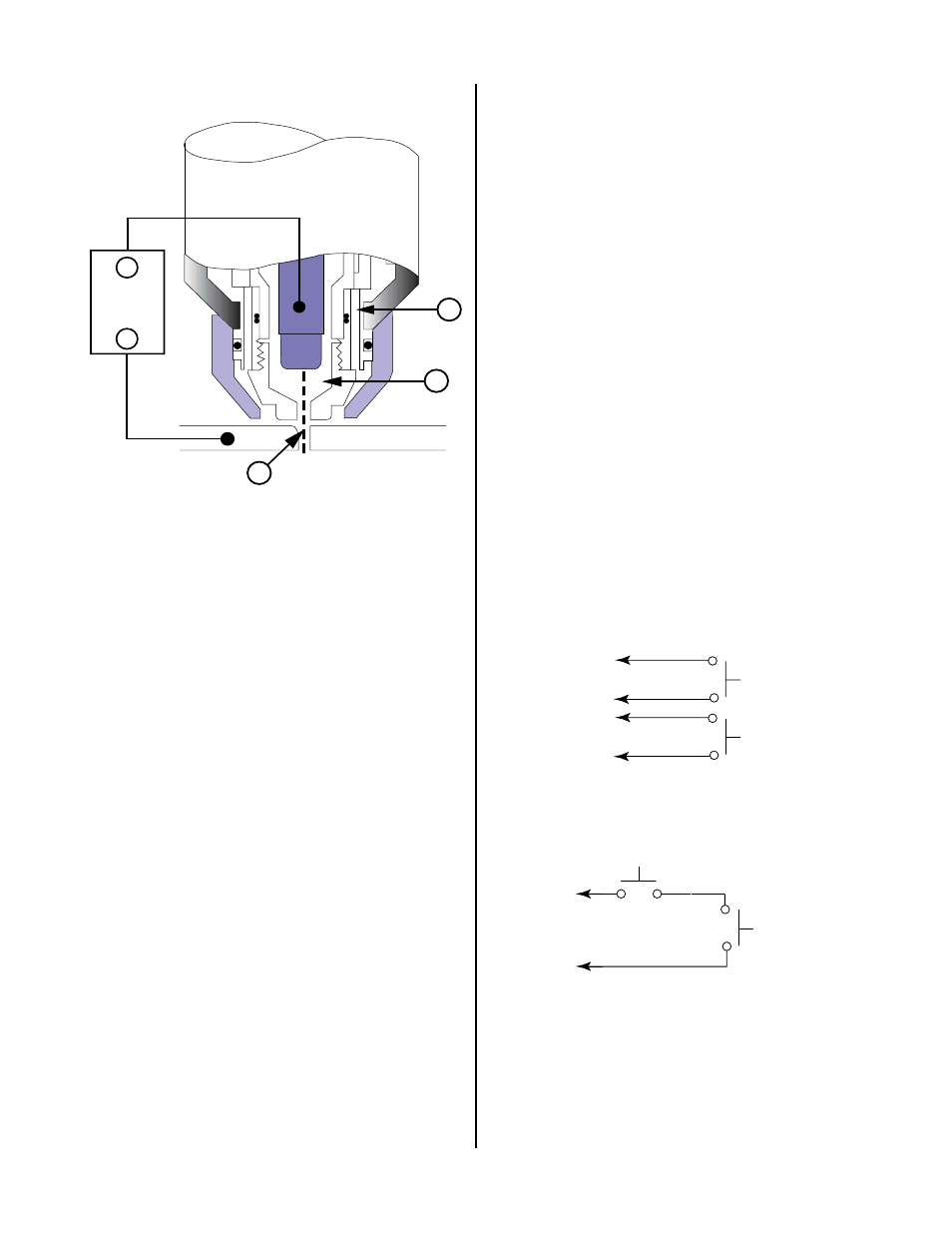
Figure 2-2 Typical Torch Head Detail
By forcing the plasma gas and electric arc through a
small orifice, the torch delivers a high concentration
of heat to a small area. The stiff, constricted plasma
arc is shown in Zone C. Direct current (DC) straight
polarity is used for plasma cutting, as shown in the
illustration.
Zone A is used as a secondary gas that cools the torch.
This gas assists the high velocity plasma gas in blow-
ing the molten metal out of the cut allowing for a
fast, slag - free cut.
B. Gas Distribution
The single gas used is internally split into plasma and
secondary gases.
The plasma gas flows into the torch through the nega-
tive lead, through the gas distributor, around the elec-
trode, and out through the tip orifice.
The secondary gas flows down around the outside
of the torch gas distributor, and out between the tip
and shield cup around the plasma arc.
C. Pilot Arc
When the torch is started a pilot arc is established
between the electrode and cutting tip. This pilot arc
creates a path for the main arc to transfer to the work.
D. Capacitive Discharge (CD)
Because direct current (DC) alone is not sufficient to
strike and maintain the pilot arc, capacitive discharge
is also used. The high voltage jumps between the tip
and electrode with the DC following.
E. Main Cutting Arc
DC power is also used for the main cutting arc. The
negative output is connected to the torch electrode
through the torch lead. The positive output is con-
nected to the workpiece via the work cable and to
the torch through a pilot wire.
F. Interlocks
One pressure switch acts as an interlock for the gas
supply. If supply pressure falls below minimum re-
quirements the pressure switch will open, shutting
off the DC power, and the GAS Indicator will go off.
When adequate gas supply pressure is available the
pressure switch will close, allowing power to be re-
sumed for cutting.
G. Parts - In - Place (PIP)
The torch head has built - in contacts called Parts - In
- Place (PIP). These two contacts are made through
the ring inside the shield cup when the shield cup is
installed. The torch will fail to operate if these con-
tacts are not made.
A-03540
Torch Trigger
PIP Pins
Shield Cup
To Control
Cable Wiring
Torch Switch
Figure 2-5 Parts - In - Place (PIP) Diagram (Hand
Torch)
A-00458
Torch Switch
PIP Pin
PIP Pin
Shield Cup
To Control
Cable Wiring
Figure 2-3 Parts - In - Place (PIP) Diagram (Machine
Torch)