04 options and accessories, 05 introduction to plasma – Tweco PCM-62 Machine Torch User Manual
Page 14
INTRODUCTION
2-2
Manual 0-2817
B. Torch Leads Lengths
Hand Torch: 20 ft (6.1 m) or 50 ft (15.2 m)
Machine Torch: 25 ft (7.6 m) or 50 ft (15.2 m)
C. Torch Parts
Gas Distributor, Electrode, Tip, Shield Cup
D. Parts - In - Place (PIP)
Torch Head has built - in contacts
12vdc circuit rating.
E. Type of Cooling
Combination of ambient air and gas stream through
torch
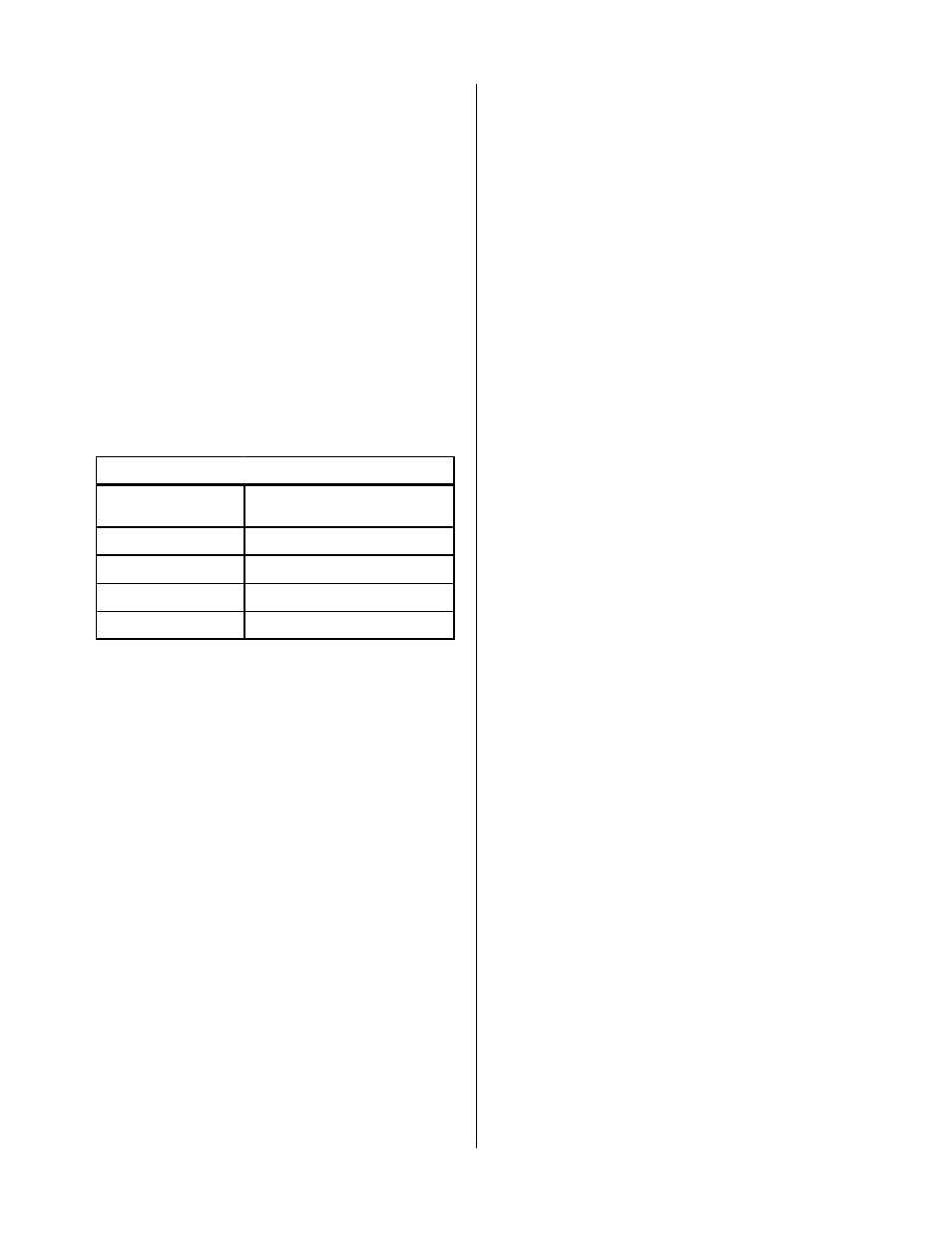
F. Torch Ratings
Ambient
Temperature
104° F
(40° C)
Duty Cycle
100% @ 60 Amps @ 375 scfh
Maximum Current
60 Amps
Voltage (V
peak
)
500V
Arc Striking Voltage
12 kV
Torch Ratings
G. Plasma Power Supply Used With
• CutMaster 50
• PakMaster 50XL Plus
• CE CutMaster 50
• CE PakMaster 50XL Plus
H. Direct Contact Hazard
For exposed tip the recommended standoff is 1/8" -
3/8" or 3.2 - 9.5 mm.
2.04 Options And Accessories
These items can be used to customize a standard system
for a particular application or to further enhance perfor-
mance (refer to Section 6 for ordering information).
• Spare Parts Kits - Various kits containing replace-
ment front - end torch parts for various applica-
tions.
• Circle Cutting Guide Kit - Easy add - on attach-
ments to allow for straight line, circle cutting, and
beveling with a hand torch. The guide fits both
the 70° and 90° hand torches.
• Standoff Cutting Guide - Simple push - on attach-
ment to allow for torch dragging without risk of
touching tip to workpiece.
• 1-3/8" Metal Mounting Tube with Rack & Pinion
Assembly
• Pinion Assembly - For machine torches.
• Computer Control (CNC) Cable 25 ft (7.6 m) or
50 ft (15.2 m)
• Hand Pendant Control Assembly - Used for ma-
chine applications. Hand Pendant Control has 20
ft. (6.1 m) cable which provides ON / OFF sig-
nals to the Power Supply.
• Extension Cable for Hand Pendant Control - 25 ft
(7.6 m) cable which can be added to the Hand
Pendant Control cable to provide a total control
cable length of 50 ft (15.2 m).
2.05 Introduction to Plasma
A. Plasma Gas Flow
Plasma is a gas which has been heated to an extremely
high temperature and ionized so that it becomes elec-
trically conductive. The plasma arc cutting and goug-
ing process use this plasma to transfer an electrical
arc to the workpiece. The metal to be cut or removed
is melted by the heat of the arc and then blown away.
While the goal of plasma arc cutting is separation of
the material, plasma arc gouging is used to remove
metals to a controlled depth and width.
In a Plasma Cutting Torch a cool gas enters Zone B
(refer to Figure 2-2), where a pilot arc between the
electrode and the torch tip heats and ionizes the gas.
The main cutting arc then transfers to the workpiece
through the column of plasma gas in Zone C.