Tweco 1000 Cutting Systems User Manual
Page 55
Manual 0-2710
A-3
APPENDIX
APPENDIX 2: CUTTING SPEED CHARTS FOR
MERLIN 1000 SYSTEMS (continued)
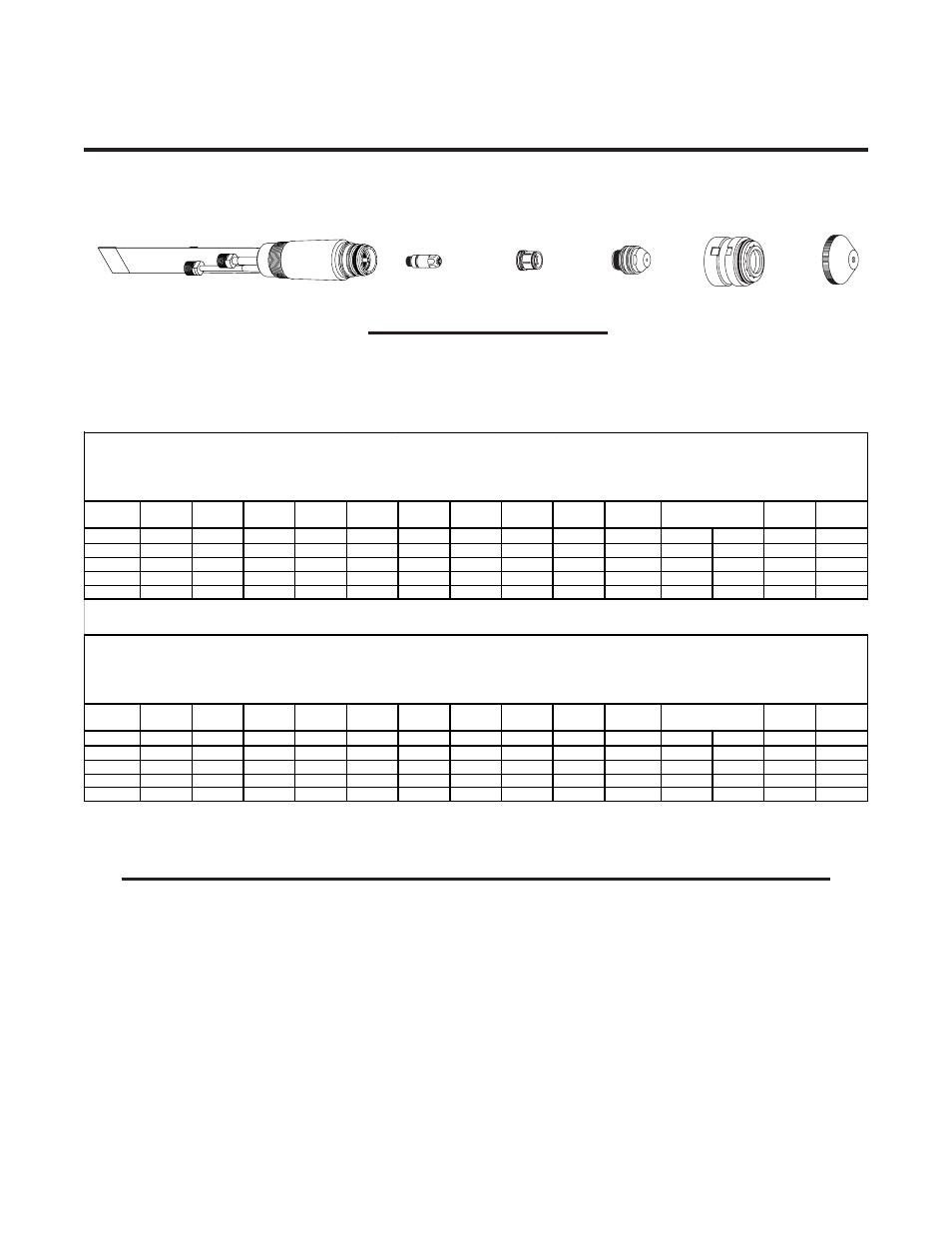
Art # A-02204
Torch Body
180˚
9-6410
70˚
9-6457
90˚
9-6459
Shield Cup Body
20-1002
End Cap
(See Chart)
Tip
(See Chart)
Gas Distributor
20-0008
Electrode
(See Chart)
US Measurements
Argon-Hydrogen Plasma Cutting Data Chart
Maximizer 300 Torch
Aluminum
Argon-Hydrogen (H-35) Plasma / Nitrogen Secondary
Material
Thickness
Electrode
Tip
End Cap
Amperage
Output
Volts
Speed
Standoff
Plasma
Pressure
Plasma
Flowball
Secondary
Pressure
Total Flow (SCFH)
Pierce
Delay
Pierce
Height
inches
Cat. No.
Cat. No.
Cat. No.
amps
vdc
inches/min
inches
psi
psi
Plasma
Secondary
seconds
inches
1/2
20-1025
20-1031
20-1004
100
160
35
0.188
95
63
20
95
120
0.30
0.438
5/8
20-1025
20-1031
20-1004
100
170
25
0.188
95
63
20
95
120
0.30
0.438
3/4
20-1025
20-1031
20-1004
100
170
18
0.188
95
63
20
95
120
0.50
0.438
1
20-1025
20-1031
20-1004
100
175
15
0.188
95
63
20
95
120
0.50
0.500
Metric Measurements
Argon-Hydrogen Plasma Cutting Data Chart
Maximizer 300 Torch
Aluminum
Argon-Hydrogen (H-35) Plasma / Nitrogen Secondary
Material
Thickness
Electrode
Tip
End Cap
Amperage
Output
Volts
Speed
Standoff
Plasma
Pressure
Plasma
Flowball
Secondary
Pressure
Total Flow (lpm)
Pierce
Delay
Pierce
Height
mm
Cat. No.
Cat. No.
Cat. No.
amps
vdc
m / min
mm
bar
bar
Plasma
Secondary
seconds
mm
12.7
20-1025
20-1031
20-1004
100
160
0.89
4.78
6.55
63
1.38
45
57
0.30
11.13
15.9
20-1025
20-1031
20-1004
100
170
0.64
4.78
6.55
63
1.38
45
57
0.30
11.13
19.1
20-1025
20-1031
20-1004
100
170
0.46
4.78
6.55
63
1.38
45
57
0.50
11.13
25.4
20-1025
20-1031
20-1004
100
175
0.38
4.78
6.55
63
1.38
45
57
0.50
12.70
NOTE
Poor parts life may result if exceeding the maximum recommended pierce thickness of 1/2 inch (12.7 mm).
NOTE:
If using a torch height control which of-
fers an ohmic sensing feature, select
catalog # 20-1427 shield cup body with
an ohmic clip tab.