07 torch operation, 07 torch operation -5 – Tweco 1000 Cutting Systems User Manual
Page 29
Manual 0-2710
4-5
OPERATION
A. Piloting
Piloting is harder on parts life than actual cutting be-
cause the pilot arc is directed from the electrode to
the tip rather than to a workpiece. Whenever pos-
sible, avoid excessive pilot arc time to improve parts
life.
B. Torch Standoff
Improper standoff (the distance between the torch
tip and workpiece) can adversely affect tip life as well
as shield cup life. Standoff may also significantly
affect the bevel angle. Reducing standoff will gener-
ally result in a reduced bevel angle.
C. Edge Starting
NOTE
Edge starting is not recommended for machine type
operations as most of the operations use the stand-
off method of starting and finishing on the work
piece.
For edge starts, hold the torch perpendicular to the
workpiece with the front of the tip near (not touch-
ing) the edge of the workpiece at the point where the
cut is to start. When starting at the edge of the plate,
do not pause at the edge and force the arc to "reach"
for the edge of the metal. This effect will cause re-
duced tip life. Establish the cutting arc as quickly as
possible.
D. Direction of Cut
In the Liquid Cooled Torch, the plasma gas stream
swirls as it leaves the torch to maintain a smooth col-
umn of gas. This swirl effect results in one side of a
cut being more square than the other. Viewed along
the direction of travel, the right side of the cut is more
square than the left. To make a square-edged cut
along an inside diameter of a circle, the torch should
move counterclockwise around the circle. To keep
the square edge along an outside diameter cut, the
torch should travel in a clockwise direction.
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Figure 4-4 Side Characteristics Of Cut
E. Dross
When dross is present on carbon steel, it is commonly
referred to as either “high speed, slow speed, or top
dross”. Dross present on top of the plate is normally
caused by too great a torch to plate distance. "Top
dross" is normally very easy to remove and can often
be wiped off with a welding glove. "Slow speed
dross" is normally present on the bottom edge of the
plate. It can vary from a light to heavy bead, but
does not adhere tightly to the cut edge, and can be
easily scraped off. "High speed dross" usually forms
a narrow bead along the bottom of the cut edge and
is very difficult to remove. When cutting a trouble-
some steel, it is sometimes useful to reduce the cut-
ting speed to produce "slow speed dross". Any re-
sultant cleanup can be accomplished by scraping, not
grinding.
4.07 Torch Operation
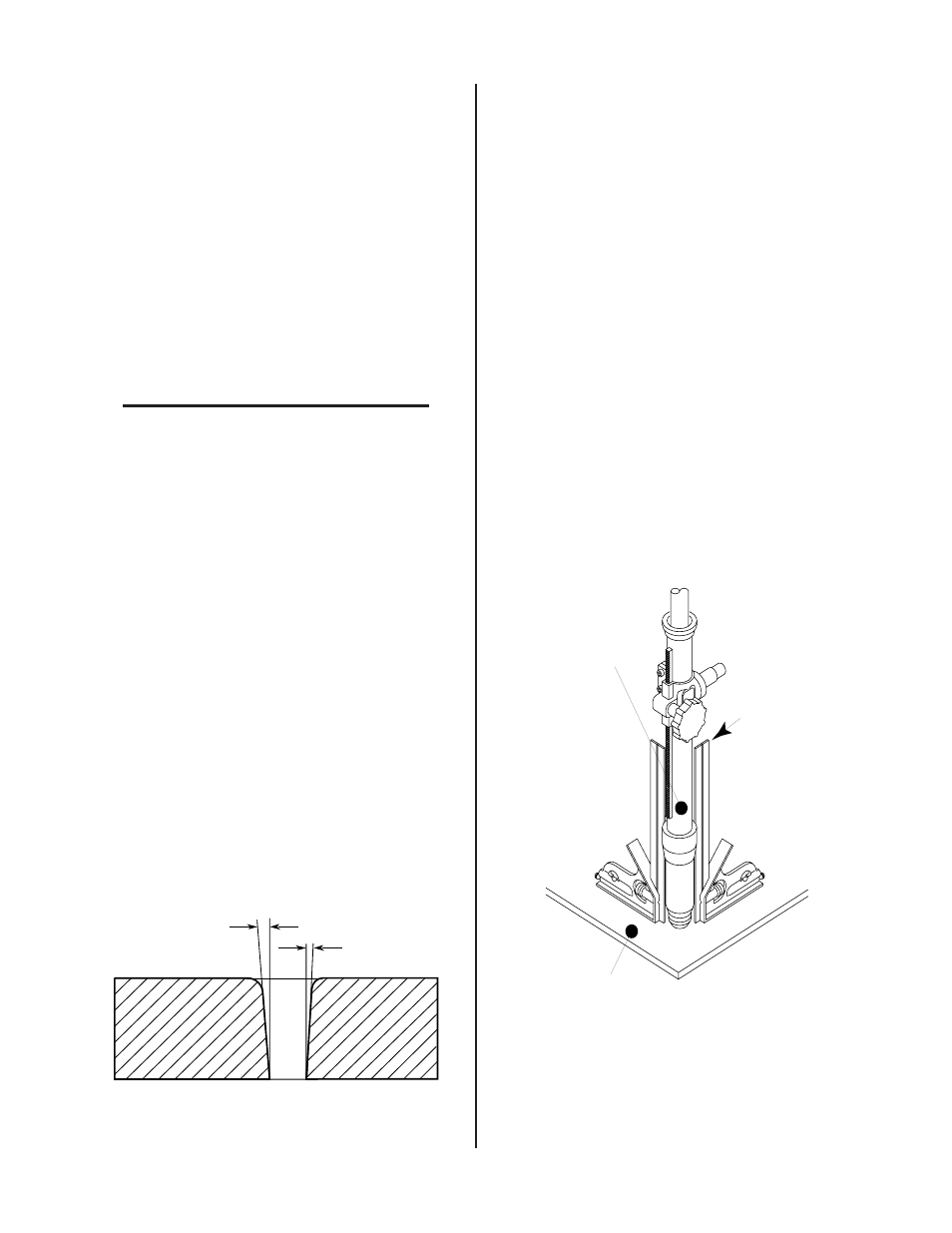
A. Cutting With Torch
1. Use a square to check that the torch is perpendicu-
lar to the workpiece to obtain a clean, vertical cut.
Rack and
Pinion Mounting
Assembly
Square
A-00660
Workpiece
Figure 4-5 Checking Alignment
2. To start a cut at the plate edge, position the center
of the torch along the edge of the plate (refer to
Figure 4-6)