Marshalltown SP684 SURFACE SHARK Surface Planer User Manual
Page 35
SP684 SuRFACE ShARK SuRFACE PLANER
PAGE 35
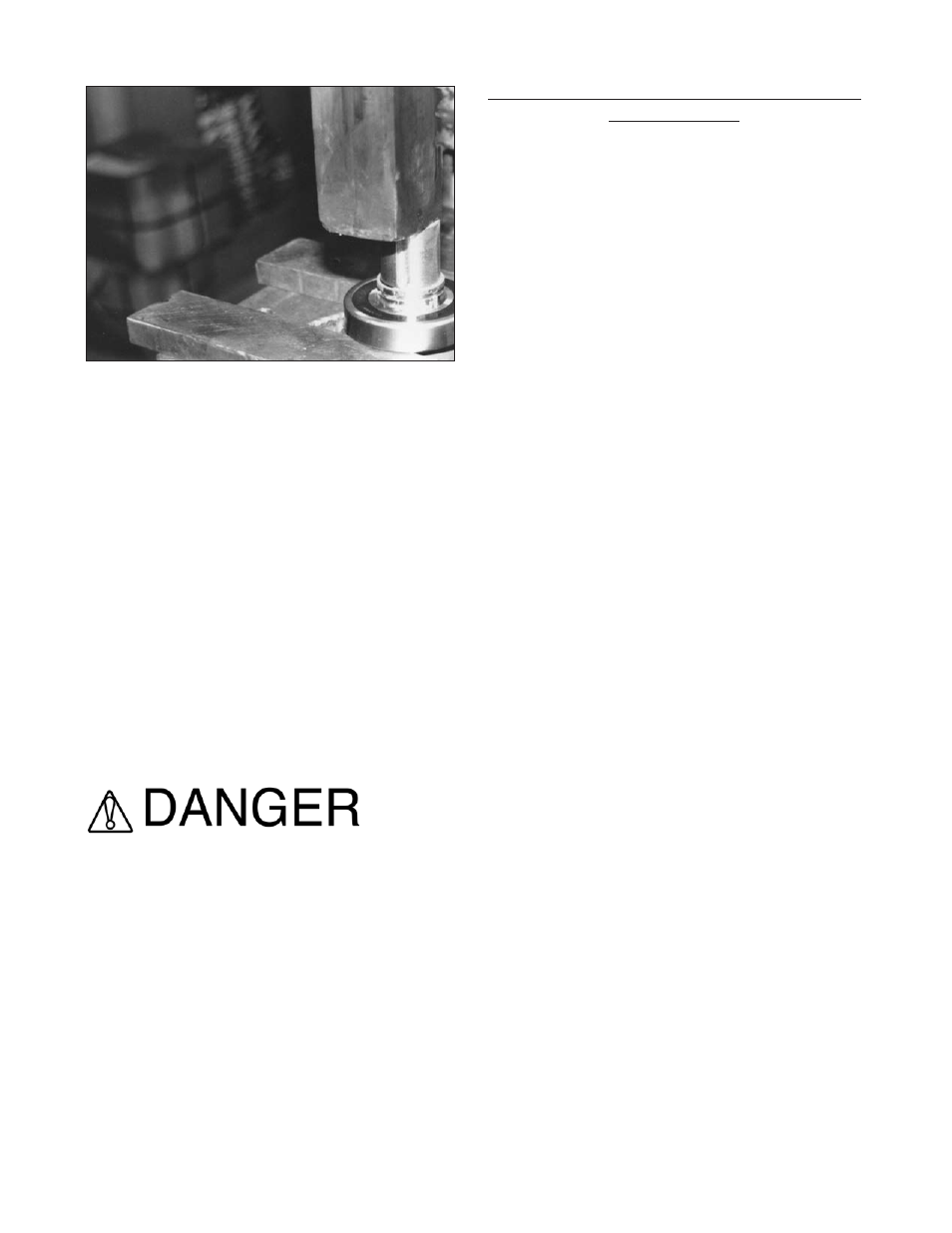
FIGuRE 40
A properly installed, replacement bearing should rotate
without excessive friction, drag and/or “rough spots”. If
these symptoms occur after assembly, the bearing was
improperly supported when pressed on the driveshaft
or into the housing. The resulting thrust placed upon
the bearing exceeded its static capacity. A bearing
operating with these characteristics will deliver minimal
service life and be prone to premature failure.
13) Reinstall the bearing block/bearing and driveshaft
assembly to the main frame.
14) Follow the procedures as outlined in this manual
for the proper installation of the pulleys and v-belt
assemblies.
15) Reinstall the belt guard to the main frame.
16) Reconnect the spark plug wire to the spark plug.
UNEXPECTED MACHINE START UP CAN RESULT
IN PROPERTY DAMAGE AND/OR PERSONAL
INJURY.
INSTALLING A REPLACEMENT BEARING ON THE
OUTBOARD SIDE
Application: SP684 SURFACE SHARK
Tools Required:
1 each, 3/4 inch wrench
1 each, 5/16 inch Allen wrench
1 each, plastic hammer
1 each, arbor press
1 each, torque wrench, 85 ft lbs (115 Nm.) capacity,
with 5/16 inch, male Allen head and 9/16
inch socket
1 each, 2-1/16 inch outside diameter x 1-5/8 inch
inside diameter x 2-1/4 inch long sleeve
1 each, pliers for large, external type snap rings
Parts Required:
1 each, Part# M5208-2RS bearing
1 each, Part# M5160-156 snap ring (if required)
1) Disconnect the sparkplug wire from the spark plug.
2) Position the Surface Planer on a suitable work
surface with the v-belt approximately at waist height.
3) using the 3/4 inch wrench, remove the access plate
cap screws. Remove the access plate. use the plastic
hammer as necessary.
4) using the 5/16 inch Allen wrench and 9/16 inch
wrench, remove the bearing block from the access
plate. For accuracy and alignment purposes, the
access plate incorporates tapped holes to properly
position the cap screws.
5) Position the bearing block on a suitable work
surface. A common shop vise can also be utilized.
Remove the snap ring that retains the bushing in the
bearing bore. FIGuRE 41.
6) Position the bearing block on the arbor press with the
exposed side of the bearing facing down. Determine
that the bearing block is properly supported. using the
arbor press and an appropriate sized thrust bushing,
remove the internal hexagon bushing and bearing from
the housing. FIGuRE 42.