HMC Electronics 29294 Loctite E-00NS Hysol 2-Part Epoxy Adhesive, Non-Sag, Fast Setting User Manual
Page 2
TDS Hysol
®
E-00NS™, December
-
2006
Nylon
N/mm² 1.0
(psi) (150)
Wood (Fir)
N/mm² 10
(psi) (1,400)
Block Shear Strength, ISO 13445:
PVC
N/mm² 13
(psi) (1,900)
ABS
N/mm² 3.2
(psi) (460)
Epoxy
N/mm² 9
(psi) (1,300)
Acrylic
N/mm² 1.7
(psi) (250)
Glass
N/mm² 27
(psi) (3,900)
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 12 hours @ 65 °C followed by 4 hours @ 22 °C
Lap Shear Strength, ISO 4587:
Aluminum (acid etched & abraded), 0.1 to 0.2 mm gap
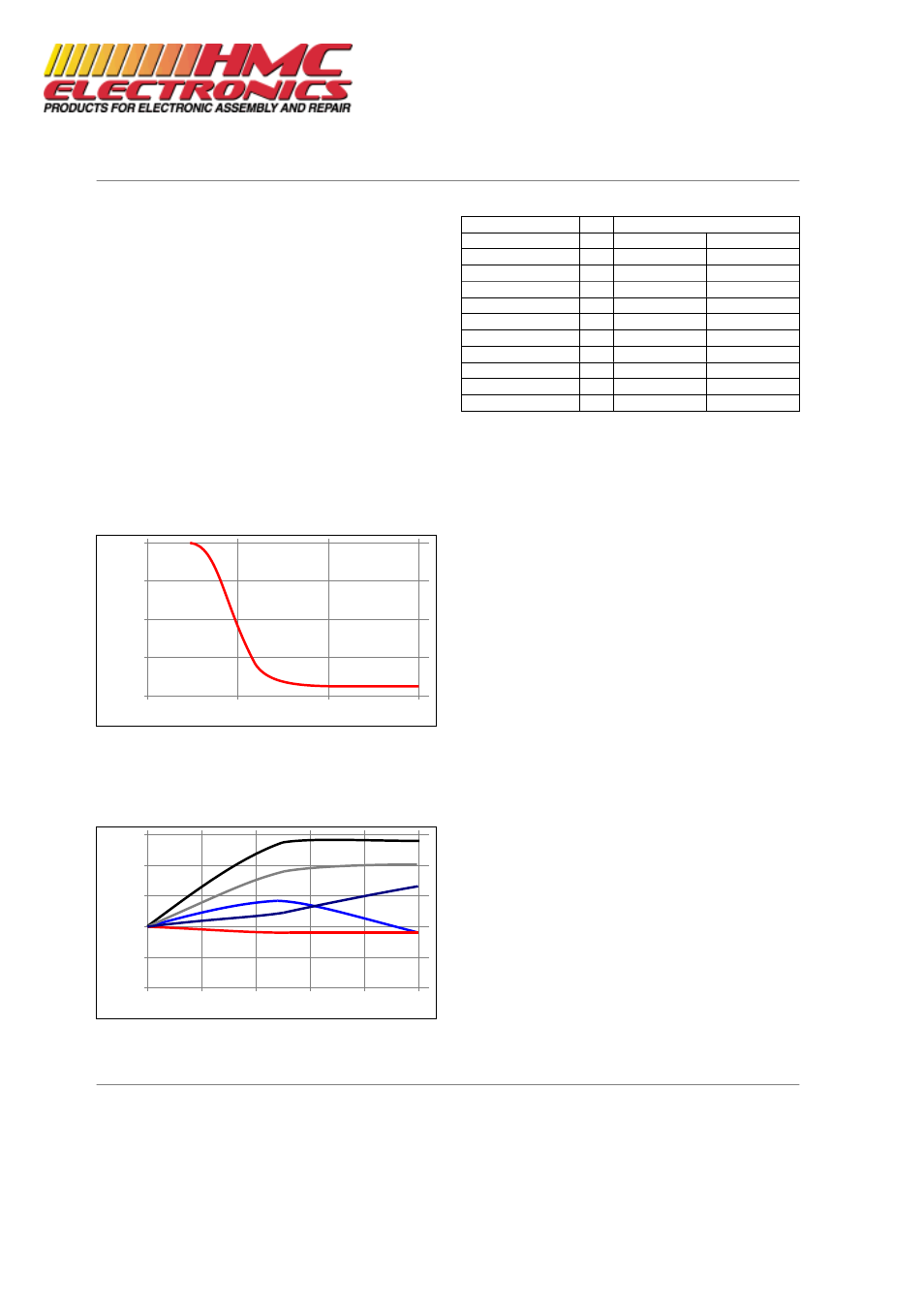
Hot Strength
Tested at temperature
% Strength @ 22 °C
Temperature, °C
100
75
50
25
0
0
50
100
150
Cured for 5 days @ 22 °C
Lap Shear Strength, ISO 4587:
Steel
Heat Aging
Aged at temperature indicated and tested @ 22 °C
% Initial Strength @ 22 °C
Exposure Time, hours
250
200
150
100
50
0
0
200
400
600
800
1000
177 °C
150 °C
66 °C
120 °C
93 °C
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment
°C
500 h
1000 h
Air
87
85
95
Motor oil (10W30)
87
91
84
Unleaded gasoline
87
92
91
Water/glycol 50/50
87
60
43
Salt fog
22
23
21
95% RH
38
35
25
Condensing Humidity
49
17
11
Water
22
58
33
Acetone
22
63
61
Isopropanol
22
106
96
GENERAL INFORMATION
This product is not recommended for use in pure oxygen
and/or oxygen rich systems and should not be selected as
a sealant for chlorine or other strong oxidizing materials.
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Directions for use
1. For high strength structural bonds, remove surface
contaminants such as paint, oxide films, oils, dust, mold
release agents and all other surface contaminants.
2. Use gloves to minimize skin contact. DO NOT use
solvents for cleaning hands.
3. Dual Cartridges: To use simply insert the cartridge into
the application gun and start the plunger into the cylinders
using light pressure on the trigger. Next, remove the
cartridge cap and expel a small amount of adhesive to be
sure both sides are flowing evenly and freely. If automatic
mixing of resin and hardener is desired, attach the mixing
nozzle to the end of the cartridge and begin dispensing
the adhesive. For hand mixing, expel the desired amount
of the adhesive and mix thoroughly. Mix for approximately
15 seconds after uniform color is obtained.
Bulk Containers: Mix thoroughly by weight or volume in
the proportions specified in Product Description section.
Mix vigorously, approximately 15 seconds after uniform
color is obtained.
4. For maximum bond strength apply adhesive evenly to
both surfaces to be joined.
5. Application to the substrates should be made within 3
minutes. Larger quantities and/or higher temperatures
will reduce this working time.
6. Join the adhesive coated surfaces and allow to cure at
25 °C for 24 hours for high strength. Heat up to 93 °C, will
speed curing.
7. Keep parts from moving during cure. Contact pressure is
neccesary. Maximum shear strength is obtained with a 0.1
to 0.2 mm bond line.
8. Excessive uncured adhesive can be cleaned up with
ketone type solvents.
Henkel Loctite Americas
+860.571.5100
Henkel Loctite Europe
+49.89.9268.0
Henkel Loctite Asia Pacific
+81.45.758.1810
For the most direct access to local sales and technical support visit: www.loctite.com
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
(800) 482-4440