HMC Electronics 29021 Loctite 290 Threadlocker Adhesive, Penetrating, Wicking Grade User Manual
Loctite
Technical Data Sheet
LOCTITE
®
290™
January
-
2010
PRODUCT DESCRIPTION
LOCTITE
®
290™
provides
the
following
product
characteristics:
Technology
Acrylic
Chemical Type
Dimethacrylate ester
Appearance (uncured)
Green liquid
LMS
Fluorescence
Positive under UV light
LMS
Components
One component - requires no mixing
Viscosity
Low
Cure
Anaerobic
Secondary Cure
Activator
Application
Threadlocking
Strength
Medium to High
LOCTITE
®
290™ is designed for the locking and sealing of
threaded fasteners. Because of its low viscosity and capillary
action, the product wicks between engaged threads and
eliminates the need to disassemble prior to application. The
product cures when confined in the absence of air between
close fitting metal surfaces and prevents loosening and
leakage from shock and vibration. The product can also fill
porosity in welds, castings and powdered metal parts.
Mil-S-46163A
LOCTITE
®
290™ is tested to the lot requirements of Military
Specification Mil-S-46163A. Note: This is a regional approval.
Please contact your local Technical Service Center for more
information and clarification.
ASTM D5363
Each lot of adhesive produced in North America is tested to
the general requirements defined in paragraphs 5.1.1 and
5.1.2 and to the Detail Requirements defined in section 5.2.
NSF International
Registered to NSF Category P1 for use as a sealant where
there is no possibilty of food contact in and around food
processing areas. Note: This is a regional approval. Please
contact your local Technical Service Center for more
information and clarification.
NSF International
Certified to ANSI/NSF Standard 61 for use in commercial and
residential potable water systems not exceeding 82° C. Note:
This is a regional approval. Please contact your local Technical
Service Center for more information and clarification.
TYPICAL PROPERTIES OF UNCURED MATERIAL
Specific Gravity @ 25 °C
1.08
Flash Point - See MSDS
Viscosity, Brookfield - RVT, 25 °C, mPa·s (cP):
Spindle 1, speed 50 rpm
20 to 55
LMS
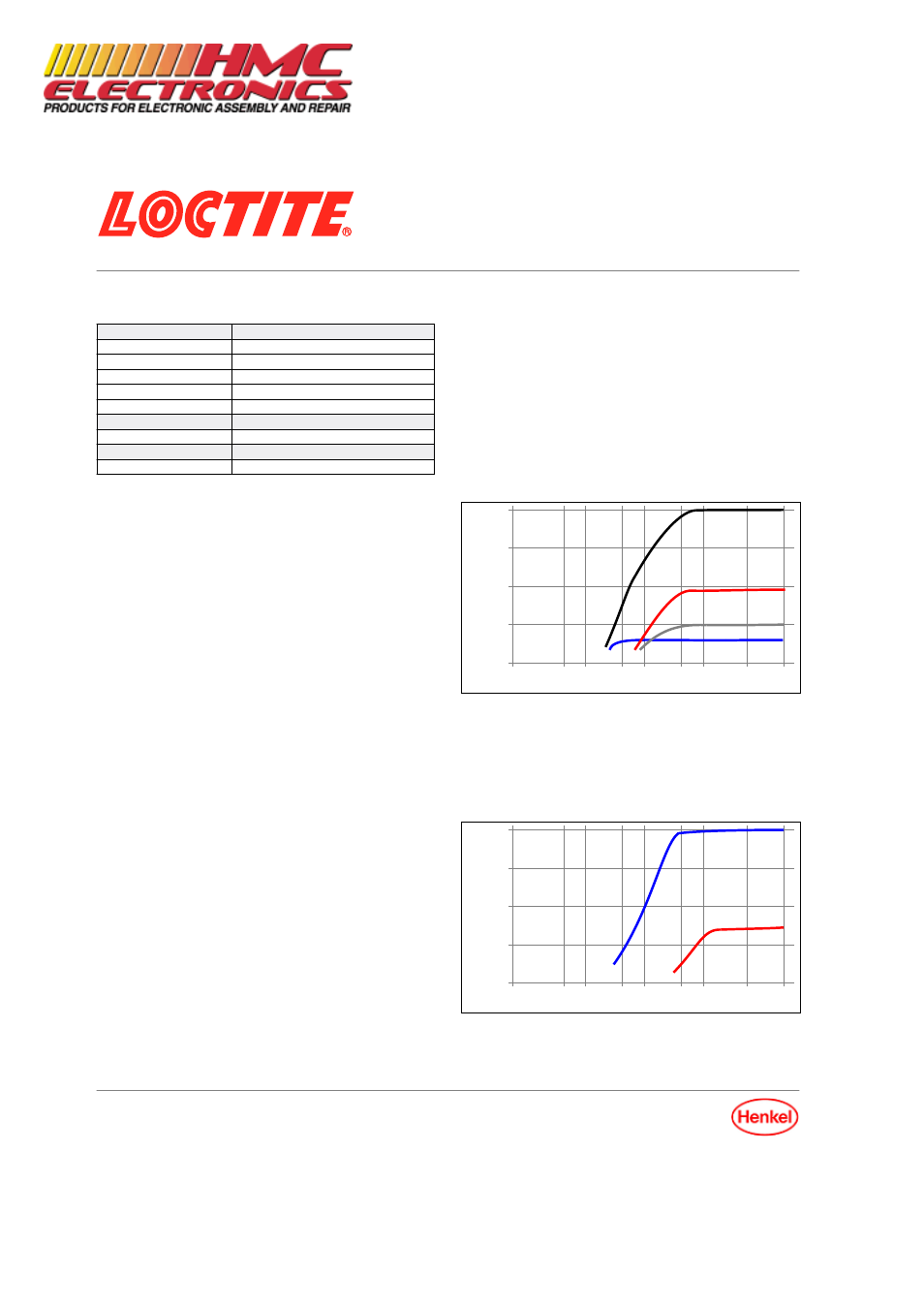
TYPICAL CURING PERFORMANCE
Cure Speed vs. Substrate
The rate of cure will depend on the substrate used. The graph
below shows the breakaway strength developed with time on
M10 steel nuts and bolts compared to different materials and
tested according to ISO 10964.
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min
5min10min 30min 1h
3h 6h
24h
72h
Steel
Brass
Zinc dichromate
Stainless steel
Cure Speed vs. Bond Gap
The rate of cure will depend on the bondline gap. Gaps in
threaded fasteners depends on thread type, quality and size.
The following graph shows shear strength developed with time
on steel pins and collars at different controlled gaps and tested
according to ISO 10123.
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min
5min10min 30min 1h
3h 6h
24h
72h
0.05 mm
0.15 mm
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
(800) 482-4440