HMC Electronics 40140 Loctite 401 Prism Instant Adhesive, Surface Insensitive, General Purpose User Manual
Page 2
TDS LOCTITE
®
401™, December
-
2009
TYPICAL PERFORMANCE OF CURED MATERIAL
Adhesive Properties
Cured for 10 seconds @ 22 °C
Tensile Strength, ISO 6922:
Buna-N
N/mm² ≥6.9
LMS
(psi) (≥1,000)
Cured for 72 hours @ 22 °C
Tensile Strength, ISO 6922:
Buna-N
N/mm² 8 to 15
(psi) (1,200 to 2,200)
Steel (grit blasted)
N/mm² 7 to 16
(psi) (1,000 to 2,300)
Lap Shear Strength, ISO 4587:
Steel (grit blasted)
N/mm² 17 to 24
(psi) (2,500 to 3,500)
Aluminum (etched)
N/mm² 2 to 11
(psi) (290 to 1,600)
Zinc dichromate
N/mm² 0.5 to 2
(psi) (70 to 290)
ABS
N/mm² 7 to 9
(psi) (1,000 to 1,300)
PVC
N/mm² 7 to 16
(psi) (1,000 to 2,300)
Phenolic
N/mm² 1 to 5
(psi) (150 to 730)
Polycarbonate
N/mm² 7 to 11
(psi) (1,000 to 1,600)
Nitrile
N/mm² 1 to 2
(psi) (150 to 290)
Neoprene
N/mm² 1 to 2
(psi) (150 to 290)
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 1 week @ 22 °C
Lap Shear Strength, ISO 4587:
Steel (grit blasted)
Hot Strength
Tested at temperature
% Strength @ 22 °C
Temperature, °C
140
120
100
80
60
40
20
0
-40
-20
0
20
40
60
80
100
120
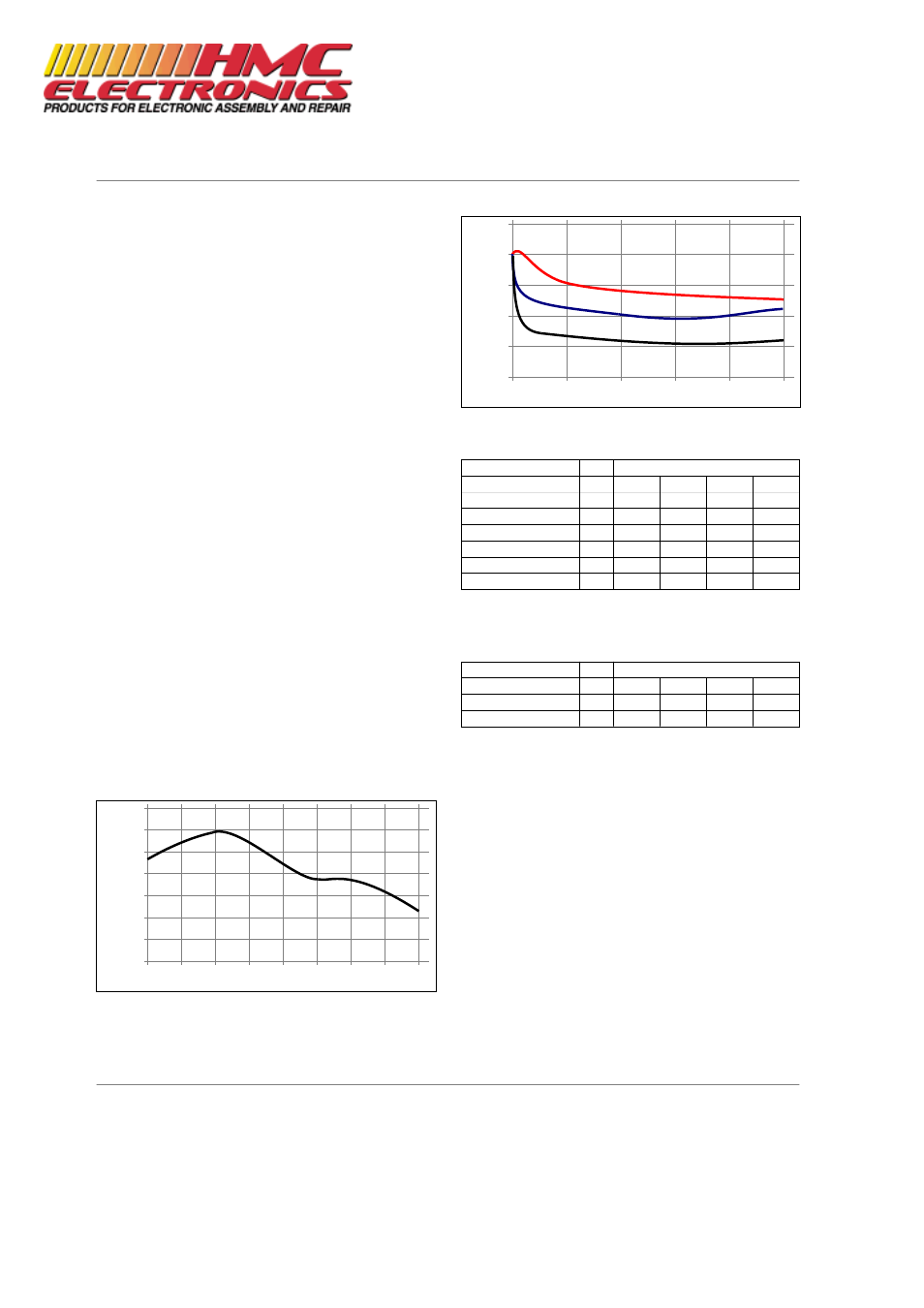
Heat Aging
Aged at temperature indicated and tested @ 22 °C
% Initial Strength @ 22 °C
Exposure Time, hours
125
100
75
50
25
0
0
1000
2000
3000
4000
5000
60 °C
80 °C
100 °C
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment
°C
100 h
500 h
1000 h
5000 h
Motor oil
40
120
110
110
85
Unleaded gasoline
22
85
80
80
75
Ethanol
22
100
105
110
120
Isopropanol
22
100
110
105
120
Water
22
80
70
55
65
98% RH
40
70
60
55
55
Lap Shear Strength, ISO 4587:
Polycarbonate
% of initial strength
Environment
°C
100 h
500 h
1000 h
5000 h
Air
22
120
125
115
130
98% RH
40
120
110
120
115
GENERAL INFORMATION
This product is not recommended for use in pure oxygen
and/or oxygen rich systems and should not be selected as
a sealant for chlorine or other strong oxidizing materials
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Directions for use:
1. Bond areas should be clean and free from grease. Clean
all surfaces with a Loctite
®
cleaning solvent and allow to
dry.
2. Loctite
®
Primer may be applied to the bond area. Avoid
applying excess Primer. Allow the Primer to dry.
3. LOCTITE
®
Activator may be used if necessary. Apply the
LOCTITE
®
Activator to one bond surface (do not apply
activator to the primed surface where Primer is also
used). Allow the Activator to dry.
Henkel Americas
+860.571.5100
Henkel Europe
+49.89.320800.1800
Henkel Asia Pacific
+86.21.2891.8863
For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
(800) 482-4440