HMC Electronics 42250 Loctite 422 SuperBonder, Instant Adhesive, Gap Filling Plastic Bonder User Manual
Page 2
TDS LOCTITE
®
422™, January
-
2010
TYPICAL PERFORMANCE OF CURED MATERIAL
Adhesive Properties
After 24 hours @ 22 °C
Lap Shear Strength, ISO 4587:
Steel (grit blasted)
N/mm² 18 to 26
(psi) (2,610 to 3,770)
Aluminum (grit blasted)
N/mm² 12 to 19
(psi) (1,740 to 2,755)
Zinc dichromate
N/mm² 6 to 13
(psi) (870 to 1,885)
ABS
N/mm² 6 to 20
(psi) (870 to 2,900)
PVC
N/mm² 6 to 20
(psi) (870 to 2,900)
Polycarbonate
N/mm² 5 to 20
(psi) (725 to 2,900)
Phenolic
N/mm² 5 to 15
(psi) (725 to 2,175)
Neoprene
N/mm² 5 to 15
(psi) (725 to 2,175)
Nitrile
N/mm² 5 to 15
(psi) (725 to 2,175)
Tensile Strength, ISO 6922:
Steel
N/mm² 12 to 25
(psi) (1,740 to 3,625)
Buna-N
N/mm² 5 to 15
(psi) (725 to 2,175)
"T" Peel Strength, ISO 11339:
Steel (degreased)
N/mm <0.5
(lb/in) (<2.8)
After 10 seconds @ 22 °C
Tensile Strength, ISO 6922:
Buna-N
N/mm² ≥6.0
LMS
(psi) (≥870)
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 1 week @ 22 °C
Lap Shear Strength, ISO 4587:
Mild Steel (grit blasted)
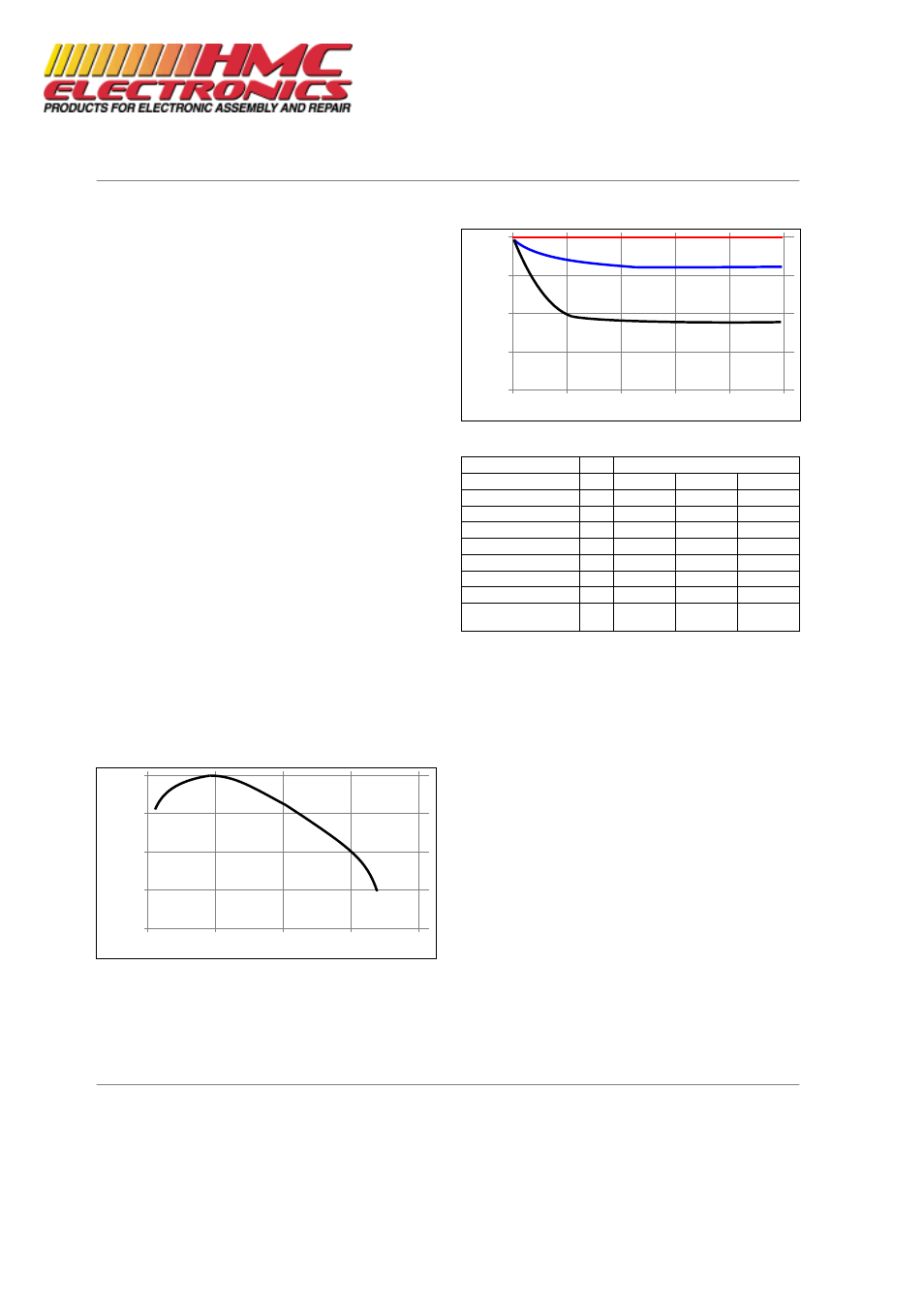
Hot Strength
Tested at temperature
% Strength @ 22 °C
Temperature, °C
100
75
50
25
0
-50
0
50
100
150
Heat Aging
Aged at temperature indicated and tested @ 22 °C
% Initial Strength @ 22 °C
Exposure Time, hours
100
75
50
25
0
0
1000
2000
3000
4000
5000
80 °C
100 °C
60°C
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment
°C
100 h
500 h
1000 h
Motor oil (MIL-L-46152)
40
100
100
95
Gasoline
22
100
100
100
Isopropanol
22
100
100
100
Ethanol
22
100
100
100
Freon TA
22
100
100
100
1,1,1 Trichloroethane
22
100
100
100
Heat/humidity 95% RH
40
80
75
65
Heat/humidity 95% RH
on polycarbonate
40
100
100
100
GENERAL INFORMATION
This product is not recommended for use in pure oxygen
and/or oxygen rich systems and should not be selected as
a sealant for chlorine or other strong oxidizing materials
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Directions for use:
1. For best performance bond surfaces should be clean and
free from grease.
2. This product performs best in thin bond gaps (0.05 mm).
3. Excess adhesive can be dissolved with Loctite cleanup
solvents, nitromethane or acetone.
Loctite Material Specification
LMS
LMS dated December
-
02, 2002. Test reports for each batch
are available for the indicated properties. LMS test reports
include selected QC test parameters considered appropriate to
specifications for customer use. Additionally, comprehensive
controls are in place to assure product quality and
consistency. Special customer specification requirements may
be coordinated through Henkel Quality.
Henkel Americas
+860.571.5100
Henkel Europe
+49.89.320800.1800
Henkel Asia Pacific
+86.21.2891.8863
For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
(800) 482-4440