HMC Electronics 60921 Loctite 609 Retaining Compound, General Purpose User Manual
Page 2
TDS LOCTITE
®
609, June
-
2004
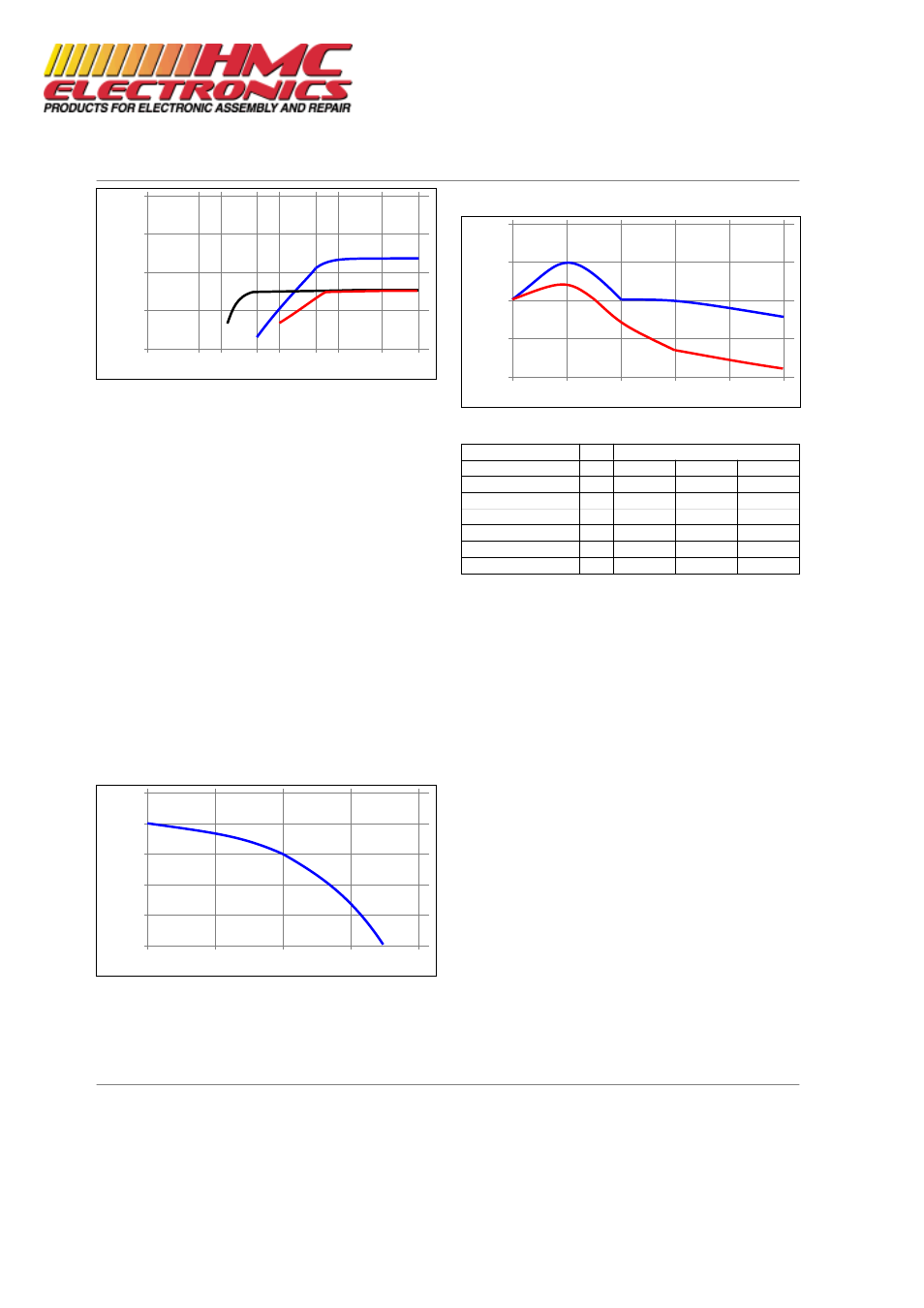
% of Full Strength on Steel
Cure Time
100
75
50
25
0
1min
5min10min 30min 1h
3h 6h
24h
72h
Activator 7471
Activator 7649
No Activator
TYPICAL PROPERTIES OF CURED MATERIAL
Physical Properties:
Coefficient of Thermal Expansion, ASTM D 696, K
-1
80×10
-6
Coefficient of Thermal Conductivity, ASTM C 177,
W/(m·K)
0.10
Specific Heat, kJ/(kg·K)
0.30
Elongation, at break, ASTM D 412, %
<2
TYPICAL PERFORMANCE OF CURED MATERIAL
Adhesive Properties
After 24 hours @ 22 °C
Compressive Shear Strength, ISO 10123:
Steel pins and collars
N/mm² ≥15.80
LMS
(psi) (≥2,290)
After 1 hour @ 22 °C
Compressive Shear Strength, ISO 10123:
Steel pins and collars
N/mm² ≥10.30
LMS
(psi) (≥1,490)
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 1 week @ 22 °C
Compressive Shear Strength, ISO 10123:
Steel pins and collars
Hot Strength
Tested at temperature
% RT Strength
Temperature, °C
125
100
75
50
25
0
0
50
100
150
200
Heat Aging
Aged at temperature indicated and tested @ 22 °C
% Initial Strength at RT
Hours
200
150
100
50
0
0
100
500
1000
3000
5000
120°C
150°C
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment
°C
100 hr
500 hr
1000 hr
Motor Oil
125
100
100
100
Unleaded Gasoline
22
100
100
100
Brake fluid
22
100
100
100
Water Glycol 50/50
87
100
85
80
Ethanol
22
100
100
100
Acetone
22
100
100
85
GENERAL INFORMATION
This product is not recommended for use in pure oxygen
and/or oxygen rich systems and should not be selected as
a sealant for chlorine or other strong oxidizing materials.
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Where aqueous washing systems are used to clean the
surfaces before bonding, it is important to check for
compatibility of the washing solution with the adhesive. In
some cases these aqueous washes can affect the cure and
performance of the adhesive.
This product is not normally recommended for use on plastics
(particularly thermoplastic materials where stress cracking of
the plastic could result). Users are recommended to confirm
compatibility of the product with such substrates.
Directions for use
For Assembly
1. For best results, clean all surfaces (external and internal)
with a Loctite cleaning solvent and allow to dry.
2. If the material is an inactive metal or the cure speed is to
slow, spray with Activator 7471 or 7649 and allow to dry.
3. Shake the product thoroughly before use.
4. For Slip Fitted Assemblies, apply adhesive around the
leading edge of the pin and the inside of the collar and
use a rotating motion during assembly to ensure good
coverage.
5. For Press Fitted Assemblies, apply adhesive thoroughly
to both bond surfaces and assemble at high press on
rates.
6. For Shrink Fitted Assemblies the adhesive should be
coated onto the pin, the collar should then be heated to
create
sufficient
clearance
for
free
assembly.
Henkel Loctite Americas
+860.571.5100
Henkel Loctite Europe
+49.89.9268.0
Henkel Loctite Asia Pacific
+81.45.758.1810
For the most direct access to local sales and technical support visit: www.loctite.com
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
(800) 482-4440