Erico, Cadweld, And erico – ERICO Connections to Foot of Continuously Supported Rail and Non-Load Bearing Rail User Manual
Page 3
Refer to the mold tag for applicable instruction sheets.
IPRF_C
www.erico.com
3
ERICO
®
CADWELD
®
AND ERICO
®
CADWELD
®
PLUS Connections to Foot of Continuously
Supported Rail and Non-Load Bearing Rail
!
!
!
!
!
!
4.
Dry the rail, bond terminal, and mold by heating them to above
250°F (120°C) with a small propane torch.
WARNING:
The rail, bond terminal, and mold must all
be heated above 250°F (130°C) to drive off moisture.
Failure to observe this may result in weld spatter with the
potential for serious burn injury, and an unsatisfactory connection
with excessive porosity. See Figure 6.
WARNING:
Rebonding over the application of an
earlier bond is strictly forbidden! Rebonds must be applied at
least two inches away (centerline to centerline)
from an earlier bond to avoid serious structural harm to the
rail. Failure to observe this may result in a rail break leading
to property damage, injury or death to others.
REFER TO SECTION IV BELOW FOR WELDING
PROCEDURES RELATED TO CADWELD (BLUE TUBE
WITH YELLOW CAP) AND REFER TO SECTION V
BELOW FOR CADWELD PLUS WELDING
PROCEDURES
IV.
WELDING PROCEDURE FOR CADWELD
(Blue Tube with Yellow Cap)
WARNING:
Correctly positioning the mold against the
rail is critical for safety and success in making a connection.
There must be no clearance between the mold that contains the
weld cavity and the rail surface; if a clearance is present or mold is
worn, the mold should be discarded and a new one used. (Molds
can generally be used for up to 50 welds) The exothermic reaction
reaches a temperature in excess of 4000°F, therefore great care
must be exercised to avoid spillage of the molten metal. Failure to
observe this warning may result in molten metal leakage onto the
rail or surrounding areas with the immediate risk of personal injury,
and potentially serious structural damage to the rail.
1. After mold is properly positioned according to the connection-
specific instruction print(s):
CAUTION:
Install only the specified welding material
in the mold crucible. Use only the welding material size that is
specified on the mold. ERICO welding material (F80) is formulated
specifically for use with rail steels.
Refer to instructions provided with the welding material
for more information.
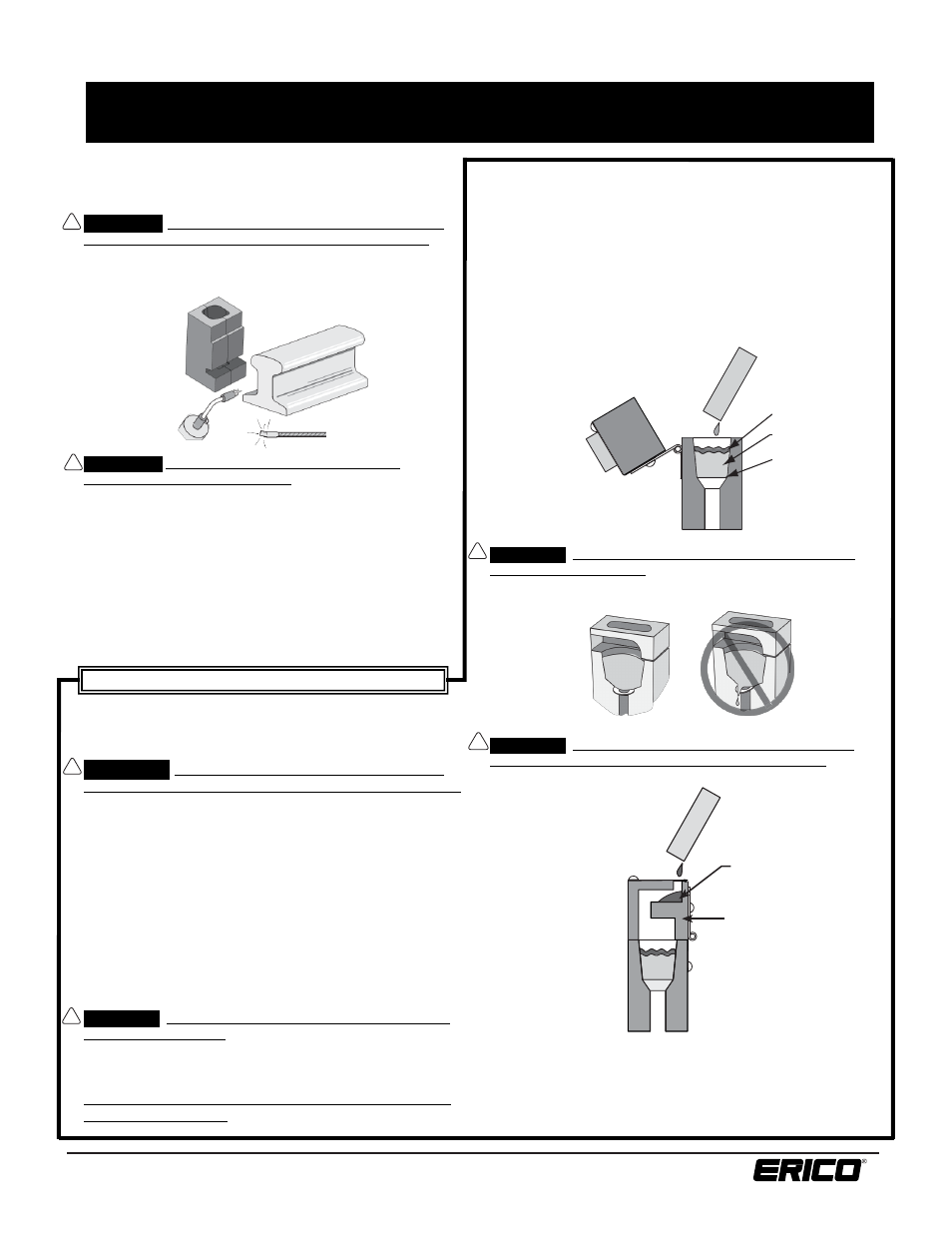
2.
Insert one steel disk, dished (concave) side up, in the crucible
to cover the tap hole.
3.
Dump the contents of the welding material container into the
crucible, being careful not to upset the disk, then carefully tap
the tube on a hard surface to loosen the starting material from
the bottom of the tube and distribute half on top of the welding
material. See Figure 7. Close the mold cover, and pour the
remainder in the opening of the mold cover. See Figures 7
and 9. Failure to comply may result in difficulty getting the
reaction started and/or an unacceptable weld.
CAUTION:
The steel disk must be correctly installed
into the mold crucible. Failure to properly position it may
result in premature leakage into the mold area, resulting in an
unacceptable weld. See Figure 8.
CAUTION:
Avoid direct eye contact with the “flash”
of light from the ignition of the starting material.
4.
Position yourself upwind of the mold, on the field side of the rail.
Place the tip of the flint igniter within one to two inches from the
cover opening, to avoid fouling the flint igniter tip, and ignite.
Remove the igniter quickly to prevent fouling.
FIGURE
6
FIGURE
7
Starting Material
Welding Material
Disk
FIGURE
8
FIGURE
9
Starting Material
Crucible Cover
CADWELD (Blue Tube with Yellow Cap)