Enerpac ATM-2 User Manual
Page 12
12
12
hexagonale de 4 mm.
ÉTAPE 3 : Retirer le capot et éliminer toute saleté ou
corrosion des pièces mobiles.
ÉTAPE 4 : Inspecter les composants pour identifier toute
usure ou tout endommagement. Procéder
à tout remplacement requis. En l'absence
d'endommagement, graisser et remonter les
pièces dans l'ordre inverse des étapes 1 à 4.
Remarque : Utiliser de la graisse Mobilgrease XHP ™
222 Special ou toute autre graisse équivalente de bonne
qualité pour utilisation intensive.
7.0 DÉPANNAGE
PROBLÈME : L'OUTIL EST FIXÉ ET SEMBLE
FONCTIONNER CORRECTEMENT MAIS
LE JOINT NE S'ALIGNE PAS.
CAUSE :
Un obstacle non visible sur le joint ou
le tuyau à proximité, ou bien la charge
requise pour aligner le joint est supérieure
à celle fournie par l'ATM-2 (par ex. 1 T. [10
kN]).
SOLUTION : a. Vérifier s'il y a des obstacles dans la
zone autour du joint.
b. Il se peut que la pression requise pour
aligner le joint soit supérieure à la
capacité de 1 tonne [10 kN] de l'outil.
Dans ce cas, il convient d'adopter une
autre méthode pour aligner le joint.
8.0 STOCKAGE
• L'ATM-2 doit être stocké au sec et à l'abri de la chaleur.
• Lubrifier les surfaces usinées avec de la graisse
Mobilgrease XHP ™ 222 Special ou toute autre graisse
équivalente de bonne qualité pour utilisation intensive.
9.0 DIMENSIONS D'APPLICATION
Fig 6 Tailles min. & max. de bride (visuel)
Taille min. de passage
de boulon
16 mm [0,63 pouce]
Distance min. 14 mm [0,55 pouces]
Distance max. 82 mm [3,23 pouces]
Passer le crochet
dans ce passage
de boulon
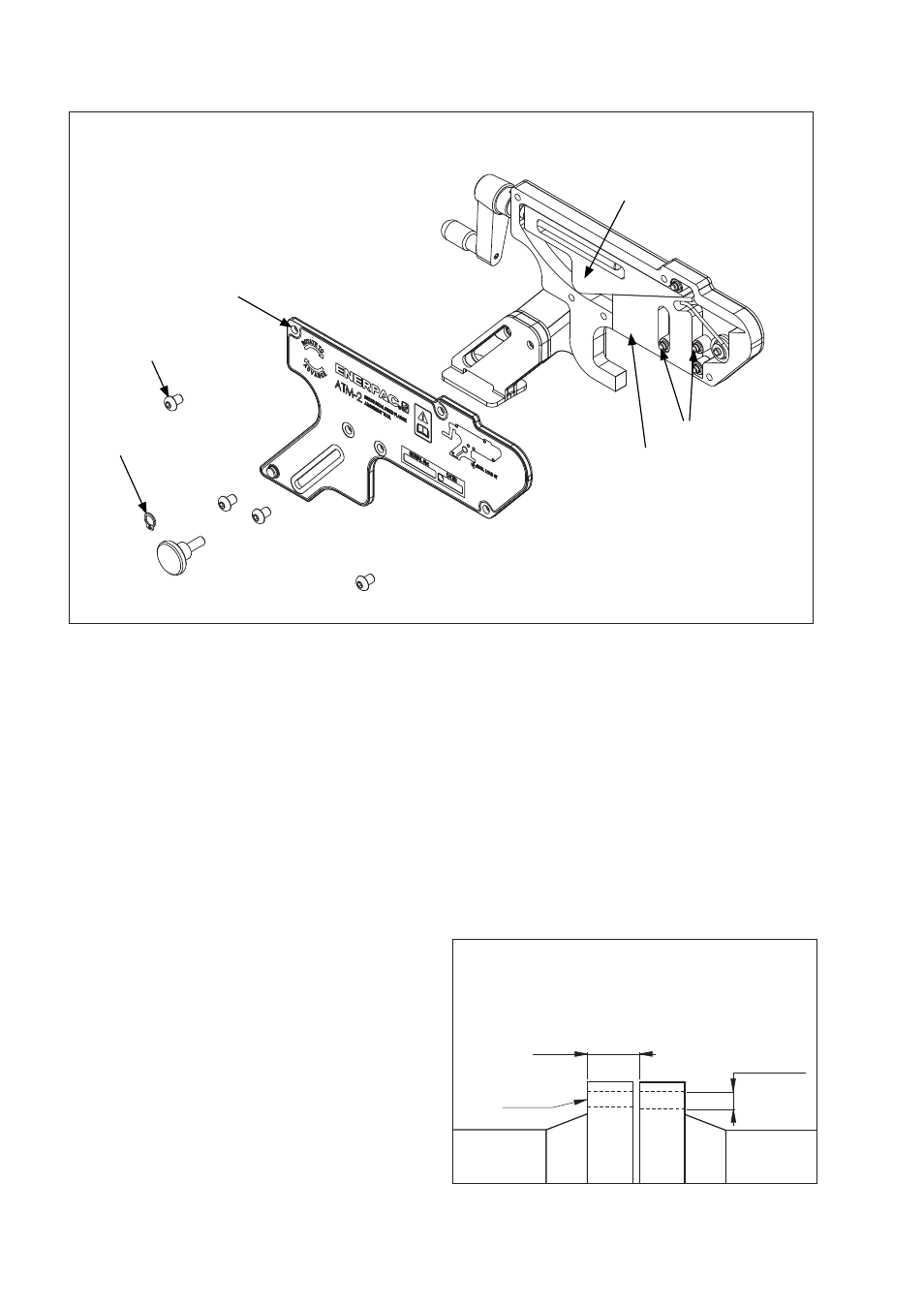
Fig. 5 Inspection et lubrification
COUVERCLE
VIS À TÊTE HEXAGONALE
ANNEAU ÉLASTIQUE
COIN
ENTRAÎNÉ
ROULEMENTS
À AIGUILLES
COIN D'ENTRAÎNEMENT