Brake lathes, Maintenance and service – AMMCO 6000 Heavy Duty Drum/Disk Lathe User Manual
Page 20
Maintenance and Service
Oiling
The lathe is initially greased and the bare metal parts are
coated with an oil-soluble rust preventative at the factory. It is
not necessary to clean the rust preventative from these parts.
Before using the lathe, however, all bare metal parts (ways,
spindle, cross slides, etc.) should be wiped down with an oiled
rag. Use a light machine oil or way oil for the initial wipe down
and daily when oiling the bare metal parts. Keep the wipers
oiled by applying light machine oil to their top edges daily.
Greasing
Automotive chassis grease should be applied to the grease fit-
tings called out in Figs. 1, 2 & 3 weekly using the hand grease
gun supplied with the lathe.
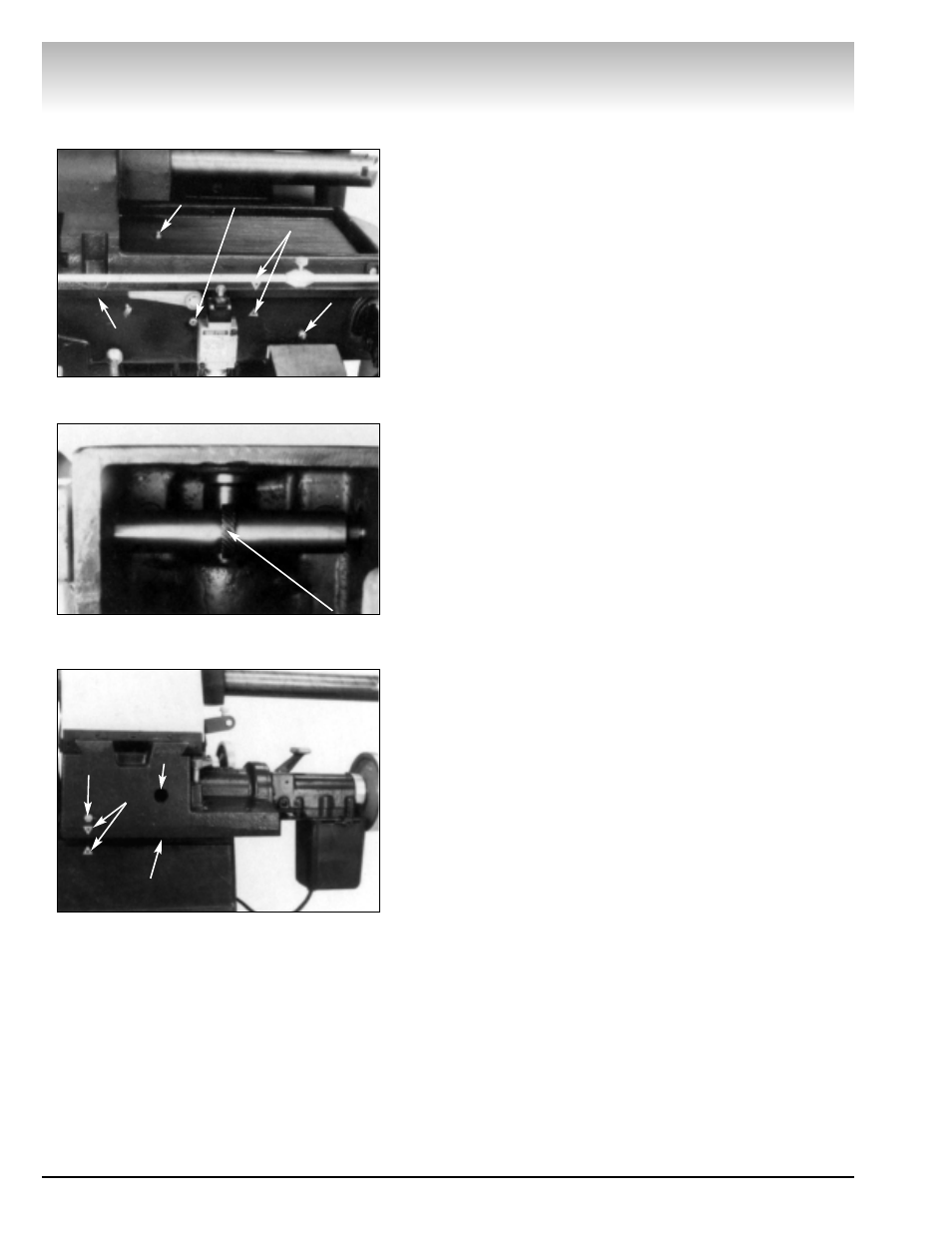
Sides (Right Side Illustrated), Fig. 1:
Align the red triangle index marks (1). Apply grease to the lead
screw nut fitting (2) located on top of the cross feed. Also,
grease the cross slide way fitting (3) and the rear saddle way fit-
ting (4). Follow the same procedure when greasing the left side.
Rear (Right Rear Illustrated), Fig. 2:
With the lathe turned OFF, reach up under each saddle at the
back of the lathe and wipe grease onto the driving shaft gears
of the cross slide gear boxes.
Front (Front Right Illustrated), Fig. 3:
Fold the cross slide dove tail cover back. Align the red triangle
index marks (5). Apply grease to the saddle fitting (6) and the
lead screw nut fitting (7) located inside the hole in the front of
the saddle. Follow the same procedure when greasing the front
left side.
Motor Bearings: The motor bearings are sealed for life and
need no maintenance.
Cleaning
Keep the lathe as clean as possible for trouble free operation
as well as safety and longer lathe life. Use a brush to sweep
metal chips and dust off the lathe. DO NOT USE COMPRESSED
AIR TO BLOW THE LATHE CLEAN as chips and dust may be
driven between machined parts and into bearings, and cause
undue wear.
Adjusting Gibs
The gibs, Figs. 1 & 3, should be adjusted periodically to mini-
mize looseness in the slides and to obtain the best possible fin-
ish on the work. When adjusting the gibs, the cross slide and
the saddle must not overhang either end of their respective
dove tails. Tighten one gib adjusting screw then back it off until
the slide moves smoothly. Run the slide back and forth by hand
to check your adjustment. Repeat a second time if necessary.
Go through the same procedure for each individual gib adjusting
screw.
Brake Lathes
14 • AMMCO 6000, 6002 Brake Lathes
Figure 1 - Grease Fittings (Right Side Shown)
Figure 2 - Apply Grease To The Gear (Right Rear
Shown From Underneath)
Figure 3 - Grease Fittings (Right Front Shown)
Cross Slide Gib
Saddle Gib
1
2
3
4
5
6
7