Anbau des futters an die maschinenspindel – ROHM DURO-NC - Power chucks with quick-acting jaw change system User Manual
Page 6
3. Anbau des Futters an die Maschinenspindel
1. Anbau des Futters an die Maschinenspindel
1.1 Maschinen-Spindelkopf bzw. fertigbearbeiteter Zwischen-
flansch auf der Maschine auf Rund- und Planlauf prüfen
(zul. 0,005 mm nach DIN 6386 und ISO 3089).
1.2 Der Flansch muß so ausgebildet sein, daß das Futter an
seiner Plananlage anliegt.
Die Plananlage am Flansch oder Spindel muß absolut
eben sein.
2. Anbau der Futter mit festem Kolben-Anschlußgewinde
(Gr. 140-175)
2.1 Zugrohr in vorderste Stellung fahren.
2.2 Spannkolben 3 in hintere Stellung schieben (Backen in
innerster Stellung).
2.3 Futter bis zum Anschlag auf Zugrohr aufschrauben.
(Darauf achten, daß das Zugrohrgewinde fluchtet).
2.4 Futter soweit zurückdrehen, bis Bohrung mit Positionier-
stein des Spindelkopfes übereinstimmt.
2.5 Futter gegen Spindelaufnahme drücken und Futter-
Befestigungsschrauben wechselseitig anziehen.
2.6 Prüfen der vorderen Kolbenstellung (Markierung am Kon-
trollstift 19 muß mit Futterstirnseite übereinstimmen). Ge-
gebenenfalls durch Drehen des Futters auf dem Zugrohr
korrigieren. (Futter muß dabei von der Aufnahme gelöst
werden.)
2.7 Funktion, Backenhub und die Größe der Betätigungskraft
überprüfen.
2.8 Futter auf Rund- und Planlauf am Kontrollrand prüfen.
Der Abbau des Futters erfolgt sinngemäß in
umgekehrter Reihenfolge.
3. Anbau der Futter mit drehbarer Kolben-Gewinde-
buchse (Gr. 200-630)
3.1 Kolben des Spannzylinders mit Zugrohr in vorderste Stel-
lung fahren.
3.2 Futter mit Gewindering 22 auf Zugrohr schrauben.
3.3 Kolben mit geringem Druck in hintere Stellung fahren.
Futter auf Flansch setzen und befestigen.
3.4 Prüfen der vorderen Kolbenstellung (Markierung am Kon-
trollstift 19 muß mit Futterstirnseite übereinstimmen).
Gegebenenfalls durch Drehen des Gewinderinges 22
korrigieren.
3.5 Funktion, Backenhub und die Größe der Betätigungskraft
überprüfen.
3.6 Futter auf Rund- und Planlauf am Kontrollrand prüfen.
Der Abbau des Futters erfolgt sinngemäß in umgekehr-
ter Reihenfolge.
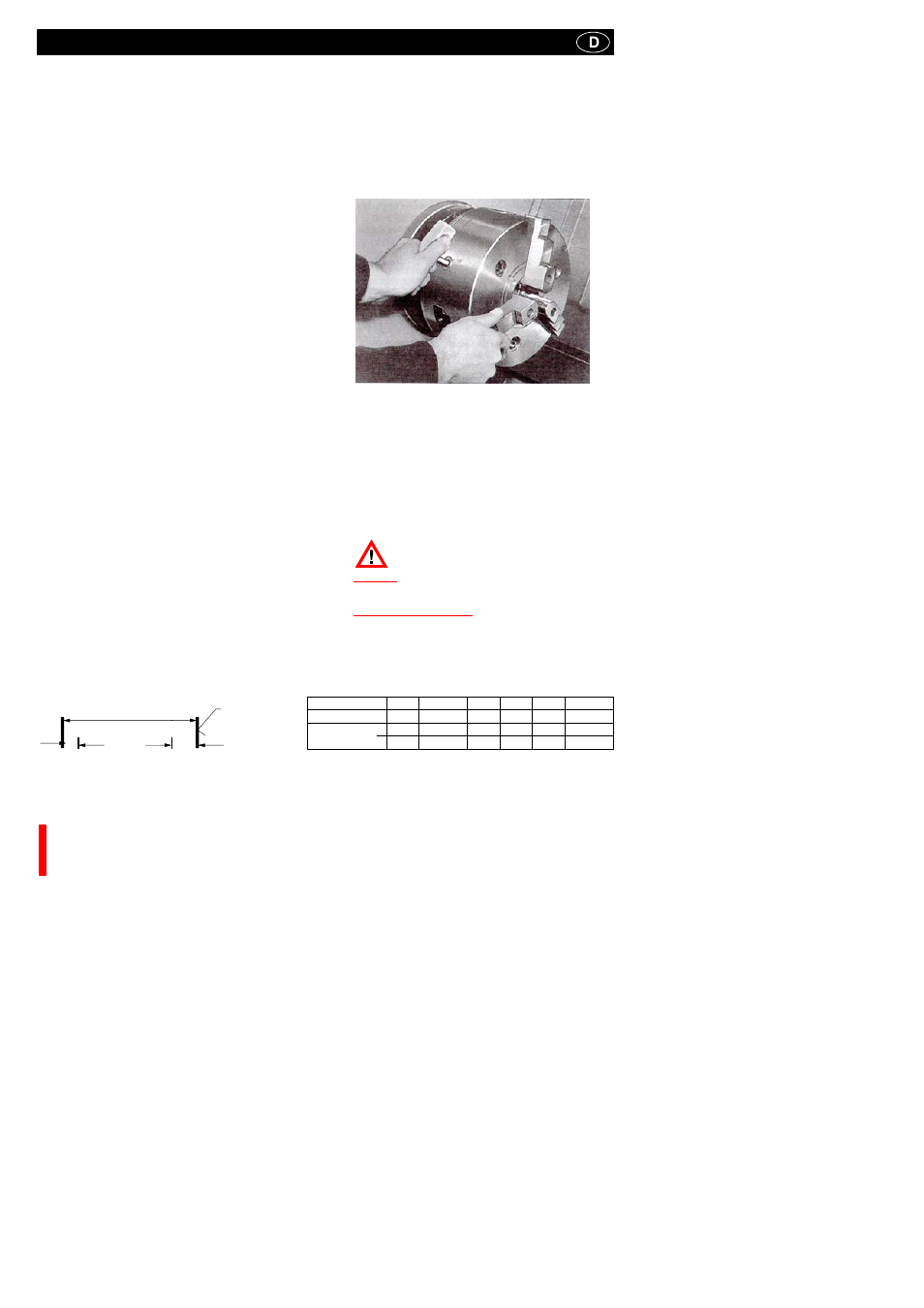
4. Backenwechsel
4.1 Kolben in vorderste Stellung fahren.
4.2 Drehbolzen 9 mit Sicherheitsschlüssel 53 auf
”Backenwechsel” drehen, Backen sind entriegelt.
4.3 Backen aus der Führung ziehen und neuen Satz bis zur ge-
wünschten Stellung einschieben bis Federbolzen spürbar
in Zahnlücke einrastet. (Auf richtige Backen-Nr. und
Satz-Nr. achten.)
4.4 Drehbolzen 9 auf ”Arbeitsstellung” zurückschwenken und
Sicherheitsschlüssel 53 herausziehen.
Backenwechsel ist beendet und Futter einsatzbereit.
Anmerkung:
Der Sicherheitsschlüssel 53 kann nicht abgenommen wer-
den, wenn der Drehbolzen 9 auf ”Backenwechsel” steht,
wenn also die Spannbacken entriegelt sind.
Achtung:
Backenführung ohne Kantenbruch wegen
Schmutzabdichtung.
Vorsicht: Schnittgefahr !!
Backenwechsel beim DURO-NC
Einstellung des Sicherheitshubes:
Die Schaltnocken für die Hubkontrolle müssen so eingestellt werden, daß im Sicherheitsbereich X und Y die Drehspindel nicht
anlaufen kann!
X
Y
Gesamt-Kolbenhub
Kolben in vorderster
Stellung (Backe
ganz außen)
Futter-Größe
140
160/175
200
250
315
400-630
Gesamt-Kolbenhub
18
25
26,5
33,5
40
46
X
1
1
1
1
1,5
1,5
Y
3,0
3,5
3,5
4
5
5
Sicherheits-Hub
Duro-NC mit Sicherheitsschlüssel und Schlüsselschalter
Bei Bedarf kann auch als zusätzliche Sicherheit ein Schlüsselschalter verwendet werden (Schlüsselschalter bei RÖHM erhältlich).
Der Schlüsselschalter dient als “Aus--Ein--Schalter” für den Stromkreis zur Betätigung der Spindel.
Aus dem Schlüsselschalter kann der Sicherheitsschlüssel nur in “Aus”-Stellung abgezogen werden. Am Spannfutter wird der
Sicherheitsschlüssel ausschließlich in der verriegelten Backenstellung freigegeben.
Dadurch ist gewährleistet, daß während des Backenwechsels kein Strom für den Spindelantrieb zur Verfügung steht
und andererseits ist sichergestellt, daß nur bei verriegelten Backen der Schlüsselschalter eingeschaltet werden kann.