Mounting the chuck on the machine spindle – ROHM DURO-NC - Power chucks with quick-acting jaw change system User Manual
Page 12
3. Mounting the chuck on the machine spindle
1. Mounting the chuck on the machine spindle
1.1 Check spindle nose or mounted, finish-machined adapter
plate for radial runout and axial slip (0,005 mm permitted by
DIN 6386 and ISO 3089).
1.2 The design of the adapter plate must guarantee a snug fit
of the chuck against its face.
The face of the adapter plate or spindle must be perfectly
flat.
2. Chucks with rotatable threaded bush for connection to
the piston (Size 200-630)
2.1 Move draw tube to extreme forward position
2.2 Pull piston 3 in chuck to extreme rearward position (jaws in
innermost position).
2.3 Screw chuck on to draw tube as far as it will go (making sure
that the thread of the draw tube is properly aligned).
2.4 Back off chuck until bore and positioning blick of spindle
nose are aligned.
2.5 Push chuck against spindle nose and alternately tighten
chuck mounting screws.
2.6 Check forward position of piston (marking on test pin 19
must be aligned with face of chuck). If necessary correct by
turning the chuck on the draw tube. (Chuck must be relea-
sed from mounting).
2.7 Check function, jaw travel and amount of actuating force.
2.8 Check chuck for radial runout and axial slip measured at the
test rim.
To remove the chucks from the machine spindle,
reverse the above procedures.
3. Chucks with rotatable threaded bush for connection to
the piston (Size 140-175)
3.1 Move piston of actuating cylinder with draw tube to extreme
forward postion.
3.2 Screw chuck with threaded ring 22 on to draw tube.
3.3 Applying light pressure, move piston to extreme rearward
position. Fit chuck to adapter plate and fasten it.
3.4 Check forward position of piston (marking on test pin 19
must be aligned with face of chuck). If necessary correct by
turning the threaded ring 22.
3.5 Check function, jaw travel and amount of actuating force.
3.6 Check chuck for radial runout and axial slip measured at the
test rim.
To remove the chucks from the machine spindle,
reverse the above procedures.
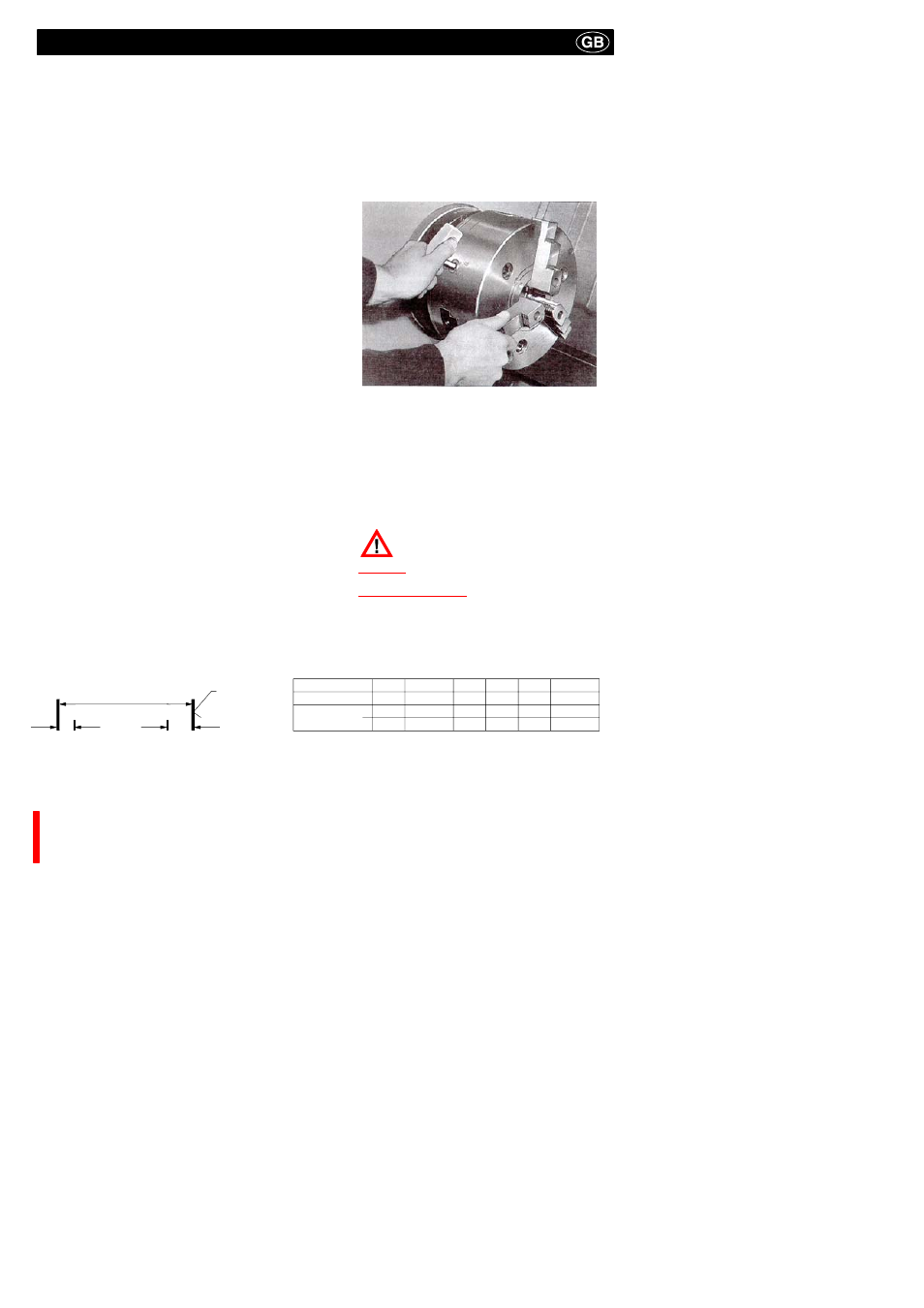
4. Changing the jaws -- DURO-NC
4.1 Move piston to extreme forward position.
4.2 Turn turning bolt 9 using the safety key 53, to ”jaw changing”
postions to unlock the jaws.
4.3 Pull jaws out of their ways and insert new set to the desired
postion until the spring bolt is felt to be engaged in the tooth
space. (Check that set and individual jaws have the correct
numbers).
4.4 Turn turnable bolt 9 back to ”working position” (=Arbeitsstel-
lung) and withdraw the safety key 53.
Note:
The safety key 53 can not be removed when the turnable
bolt 9 is set on ”jaw changing” position and jaws are conse-
quently unlocked.
Attention:
Jaw guide without chamfer (dust protection)
Caution -- risk of injury
Changing the jaws -- DURO-NC
Setting of safety stroke
The trip cams for the stroke control have to be set that the machine spindle must be prevented from starting in the safety
area X and Y.
X
Y
Size
140
160/175
200
250
315
400-630
Total piston stroke
18
25
26,5
33,5
40
46
X
1
1
1
1
1,5
1,5
Y
3,0
3,5
3,5
4
5
5
Safety-/stroke
Piston in forward
postion (base jaw
in external position)
Total piston stroke
DURO-NC with safety key and key-operated switch
For additional safety a key-operated switch can be used if required (may be purchased from ROHM). The key-operated switch will
be used as “ON” - “Off” switch for the electric circuit of the spindle drive.
The safety key can only be removed from the key-operated switch in “OFF” position. The chuck only releases the safety key
in the “Jaws Locked” position.
This secures that no electric current will be available for the spindle drive during the jaw changing operation. On the other hand
you will be sure that the jaws in the chuck have to be locked before you are able to switch on the key-operated switch.