DME Gate-Mate Nozzle User Manual
Gate-mate nozzle assemblies, Installation data, Jumbo gate-mate assembly
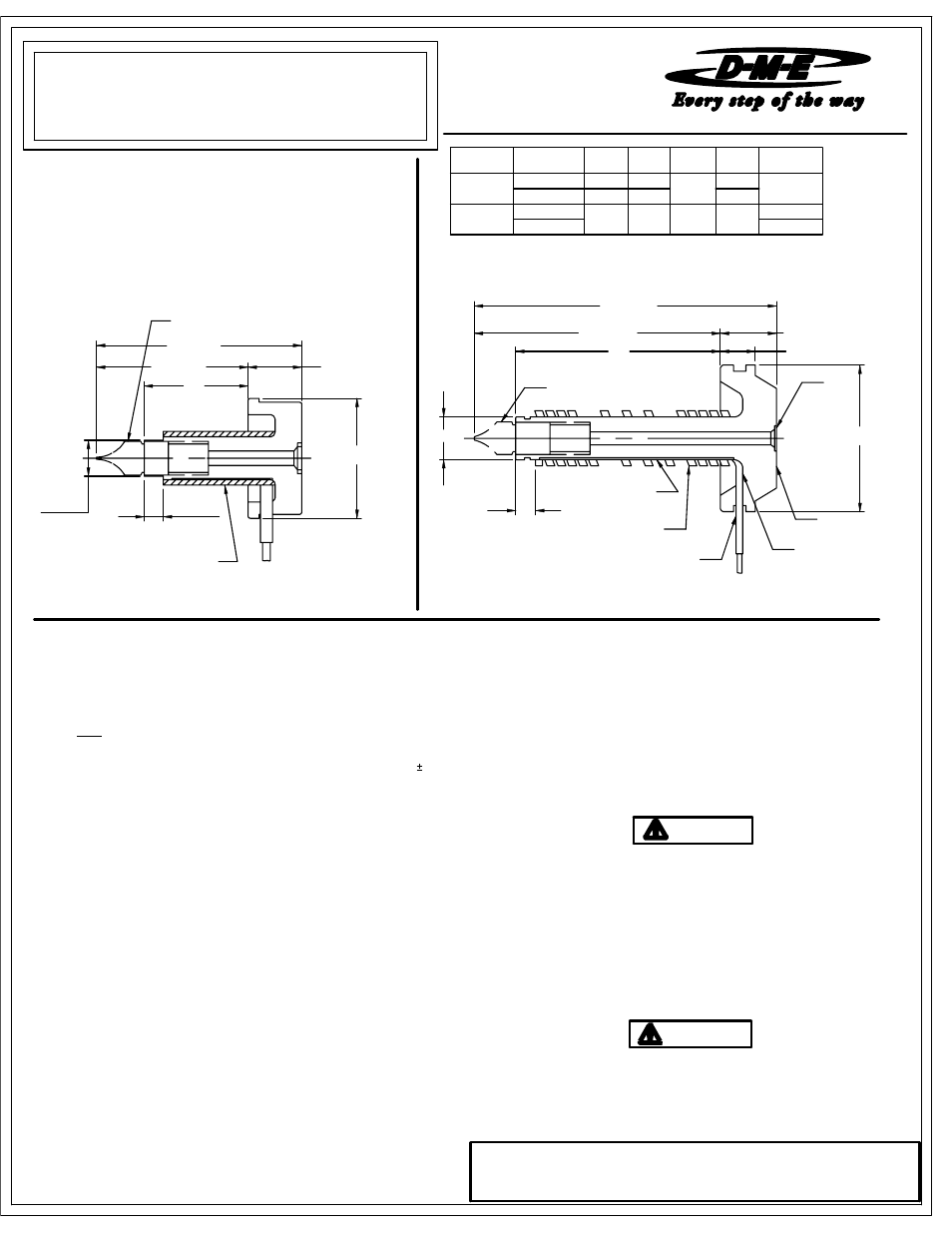
1.0625
±0.005
L (REF.)
B DIA.
0.250 *
D
A (REF.)
2.625
- 0.004
0.000
DIA.
0.562 REF.
JUMBO GATE-MATE ASSEMBLY
THERMOCOUPLE
HEATER AND THERMOCOUPLES LEADS
SQ. COIL HEATER
BOTTOM OUT COIL
HEATER ON NOZZLE
EXIT THRU SLOT IN NOZZLE BODY
NOZZLE
BODY
SEAL
BODY
RING
TIP SUB-ASSEMBLY
* DIMENSION INDICATES CORRECT HEATER DISTANCE.
1.5000
-0.004
0.000
DIA.
L (REF)
A (REF)
D
0.6250
B DIA.
0.200 *
MINI GAT-MATE SUB-ASSEMBLY
CAST-IN HEATER WITH INTERNAL
THERMOCOUPLE (SHOWN) OR SQUARE
TIP SUB ASSEMBLY
COIL HEATER AND THERMOCOUPLE
* DIMENSION INDICATES CORRECT HEATER DISTANCE
DANGER
WARNING
out residual moisture before applying full power. Failure to do so may cause
IMPORTANT SAFETY INFORMATION
A hot-runner system includes electrical elements and may contain molten
plastic at elevated temperature and pressure. To avoid injury, exercise
caution by reading these instructions before servicing or operating the
system.
These instructions must be passed on to the end user where they should
be read before using this product. Failure to do so can result in serious
injury or death.
Failure to comply can result in serious injury or death:
STORED ENERGY AND HIGH TEMPERATURE HAZARDS
This product maintains molten plastic at high pressure. Use caution when
operating and servicing the system.
Physical contact with molten plastic may result in severe burns. Proper
protective equipment, including eye protection, must be worn. This product
has heated surfaces. Use caution when operating and servicing the system
to avoid severe burns. Proper protective equipment should be worn.
Failure to comply will result in serious injury or death:
ELECTRICAL HAZARDS
Improper voltages or grounding can result in electrical shock. Use only
with proper voltage and a proper earth ground.
To avoid electrical shock, do not operate product when wet.
Do not operate this equipment with covers or panels removed.
To avoid electrical shock, turn off main power disconnect and lockout /
tag out before servicing this device. Do not connect temperature sensors to
electrical power. It will damage the product and it can cause fire, severe
injuries or even death.
If green ground wire present wire must be connected to the ground.
Do not rebend rigid leads. Rebending leads might result in damage to circuit.
Product might absorb moisture when cool. Use low Voltage or power to drive
damage to this product.
PURPOSE. IN NO EVENT SHALL D-M-E BE RESPONSIBLE FOR LOSS OF USE, REVENUE
D-M-E SHALL NOT BE LIABLE FOR MISUSE OR FAILURE TO FOLLOW THE ENCLOSED
INSTRUCTIONS AND SPECIFICATIONS. D-M-E HERBY TO DISCLAIMS ALL IMPLIED
WARRANTIES, INCLUDING MERCHANTABILITY AND FITNESS FOR A PARTICULAR
OR PROFIT, OR FOR INCIDENTAL OR CONSEQUENTIAL DAMAGED.
Note: Dimensions shown in Inches.
ME-0739-PS-310-D
09-08
NOZZLE
dropped or strikes a rigid material.Treat tip like a glass or ceramic material.
the gate may have to be enlarged to achieve greater flow. This increase in
3. Do NOT
2.000
lubricate or use anti-seize compound on the threads.
2. Careful attention should be taken to the tip as damage could occur if tip is
seal-off area and threaded areas before reassembling.
1.375
the cavity at processing temperature.The smallest gate diameter will yield
1.645
NUMBER
MINI
GMB0110
GATE-MATE NOZZLE ASSEMBLIES
GMB9999
SQ. COIL
4.562
DIM.
1. Nozzle (multiple-applications) body must be cleaned of any material in the
RECOMMENDATIONS AND GUIDELINES
B
2.500 + BE (NOT 2.460 + BE) using the GMT0007 tip. For best
0.6250
DIA.
deep, to fit the nozzle's head.
8. Machine the "B" diameter + 0.0005 -0.0000 directly into the cavity carefully,
as this is a seal-off dimension to fit the nozzle's seat.
9. For best processing and lowest gate vestige, tip must be 0.000 to 0.005 into
D
+0.001/-0.000 directly into the nozzle plate, 0.250 minimum to 0.750 maximum
CATALOG
GMB0120
diameter may result in a larger gate vestige.
heat to transfer into the tip before molding.
DIM.
HEATER
STYLE
JUMBO
head. For the Jumbo Gate-Mate nozzle, machine the 2.626 diameter
7. For the Mini Gate-Mate nozzle. machine the 1.501 +0.001 -0.000 directly into
the nozzle plate, 0.125 minimum to 0.375 maximum deep, to fit the nozzle's
13. Wait a minimum of 5 minutes after set point has been achieved for sufficient
10. Provide maximum water cooling in the nozzle plate and in cavity insert around
1.094
the best gate vestige.Depending on part configuration and plastic being used,
CAST-IN
GMB0118
INSTALLATION DATA
Please read carefully before installing components.
STYLE
A
12. Provide a gate dimple on core/cavity opposite gate. This will allow for best
DIM.
L
4. Tip must be torque into the nozzle body using a torque wrench at 20 to
25 ft-lbs for the GMT0101 and GMT0006 wear resistant tips, and 35 5 ft-lbs.
for all other tips when reassembling. For protection of the tip point, use a
9 mm deep well 6 point thin wall socket for the Mini, and 17 mm deep well
11. Route wires through wire channel in nozzle plate.
6 point socket for the jumbo.
5. Careful attention should be taken to the heater and thermocouple leads as
damage could occur when working on nozzle assembly.
6. Seal ring for nozzle body must be replaced each time nozzle body and / or
manifold are removed to ensure seal off.
3.500
plate.
material flow.
1.2500
be a direct replacement for the jumbo tip.Given a "A" dimension of
GMT0007 thru hole tip. This tip was designed 0.040 shorter in length to
is recommended.
14. Use the GMT0004 jumbo tip machining dimensions when using the
2.645
SQ. COIL
GMB0119
3.562
2.500
processing and lowest gate vestiage a 0.080 to 0.125 diameter gate