DME Gate-Mate Bushing Assemblies User Manual
Installation data, Gate-mate bushing assemblies, Medium and jumbo gate-mate assembly
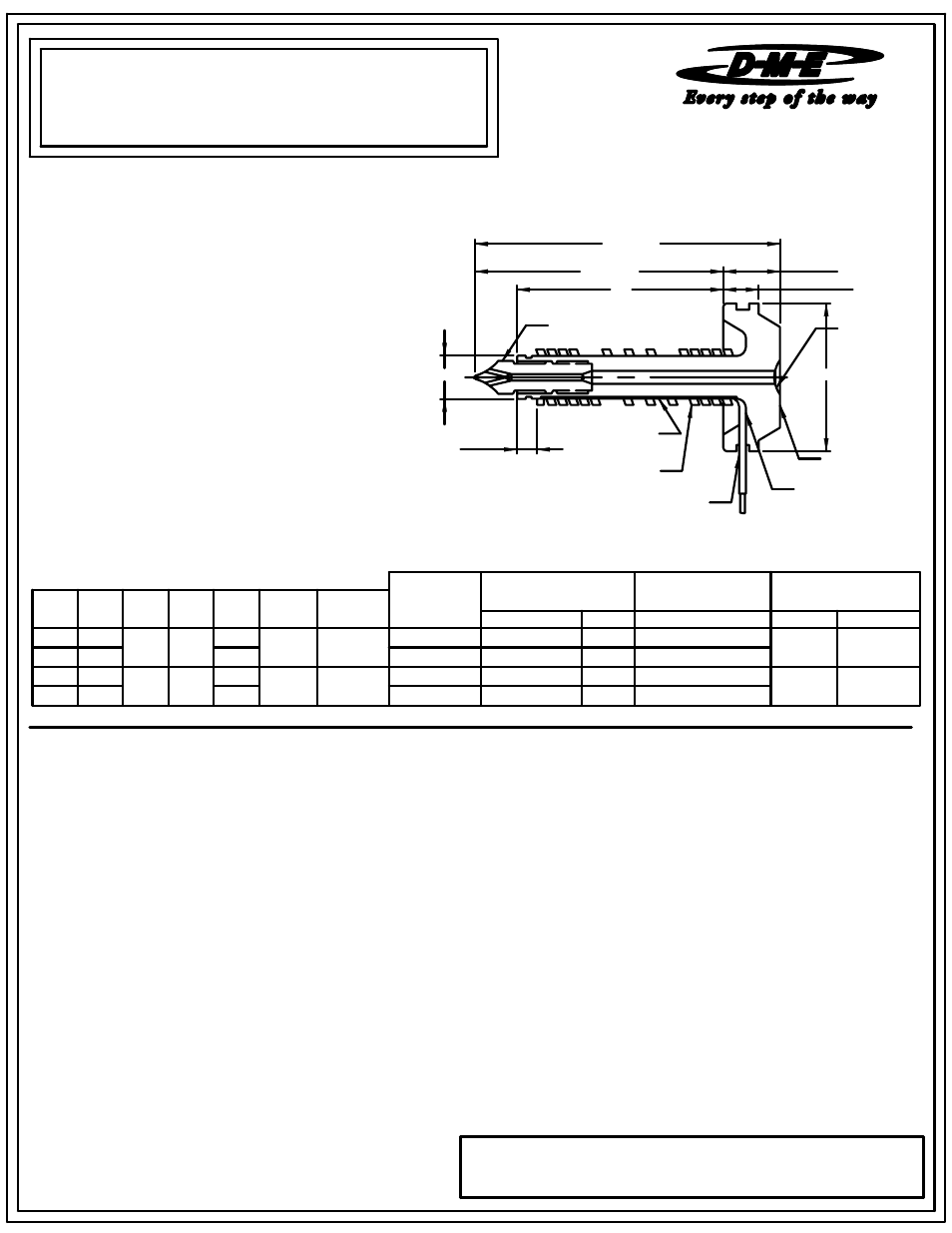
0.562 REF.
1.062
L (REF.)
B DIA.
0.250 *
D
A (REF.)
C DIA.
BUSHING
BODY
BODY
* DIMENSION INDICATES CORRECT HEATER DISTANCE.
TIP
MEDIUM AND JUMBO GATE-MATE ASSEMBLY
THERMOCOUPLE
SQ. COIL HEATER
HEATER AND THERMOCOUPLES LEADS
EXIT THRU SLOT IN BUSHING BODY
BOTTOM OUT COIL
HEATER ON BUSHING
SPH. RAD.
INSTRUCTIONS AND SPECIFICATIONS. D-M-E HERBY TO DISCLAIMS ALL IMPLIED
WARRANTIES, INCLUDING MERCHANTABILITY AND FITNESS FOR A PARTICULAR
PURPOSE. IN NO EVENT SHALL D-M-E BE RESPONSIBLE FOR LOSS OF USE, REVENUE
D-M-E SHALL NOT BE LIABLE FOR MISUSE OR FAILURE TO FOLLOW THE ENCLOSED
OR PROFIT, OR FOR INCIDENTAL OR CONSEQUENTIAL DAMAGED.
INSTALLATION DATA
MEDIUM AND JUMBO
GATE-MATE BUSHING ASSEMBLIES INCLUDES:
1 - BUSHING BODY
1 - TIP
1 - SQ. COIL HEATER
1 - THERMOCOUPLE
RECOMMENDATIONS AND GUIDLINES
1. Bushing (single-application) body must be cleaned of any
material in the seal-off area and threaded areas before
reassembling.
2. Careful attention should be taken to the tip as damage could
occur if tip is dropped or strikes a rigid material. Treat tip like
a glass or ceramic material.
3. Do NOT lubricate or use anti-seize compound on the threads.
4. Tip must be torqued into the bushing using a torque wrench at
35 ft-lbs when reassembling. For protection of the tip point,
use a 11 mm deep well 6 point socket for Medium, and 17 mm
deep well 6 point socket for Jumbo.
5. Careful attention should be taken to the heater and thermocouple
leads as damage could occur when working on bushing assembly.
6. Machine the "C" diameter directly into the mold to fit the bushing's
head.
7. Machine the "B" diameter + 0.0005 -0.0000 directly into the cavity
carefully, as this is a seal-off dimension to fit the bushing's seat.
8. For best processing and lowest gate vestige, tip must be 0.000 to
0.005 into the cavity at processing temperature. The smallest
gate diameter will yield the best gate vestige. Depending on part
configuration and plastic being used, the gate may have to be
enlarged to achieve greater flow. This increase in diameter may
result in a larger gate vestige.
9. Provide maximum water cooling in the cavity insert around gate.
10. Constrain bushing in the mold by clamping with the appropriate
D-M-E locating ring. Locating rings are supplied with additional
stock allowing for machining to suit application.
11. When bushing must be recessed deeper than the "W"
dimension, alter the "W" and the 0.219 dimension to suit the
application.
12. Route wires through wire channel in clamping plate. In the event
that the bushing would extend beyond the clamping plate, add
another plate to the clamp plate and route wires through that
plate. A wire slot may be machined into the locating ring.
13. Provide a gate dimple on core/cavity opposite gate. This will
allow for best material flow.
14. Wait a minimum of 5 minutes after set point has been achieved
for sufficient heat to transfer into the tip before molding.
SQ. COIL HEATER INCLUDES INSTALLATION/REMOVAL WRENCH
ME-0739-PS-050-D
09-08
GMB9996
GATE-MATE BUSHING ASSEMBLIES
Please read carefully before installing components.
Note: Dimensions shown in Inches.
GMT0004 STANDARD
GMB0008
SCH0002
600
TC0002
GMB-533-2
SCH3242
TC-9600
315
TC-9700
GMT-2
STANDARD
GMB-523-2
2.645
1/2 &
3/4
MEDIUM
3.437
3.375
2.375
1.645
0.7500
800
SCH0001
GMB0009
STYLE
CAT. NO
CAT. NO
WATTS
CAT. NO
TIPS
(40" LEADS)
THERMOCOUPLES
(240 VAC)
SQ. COIL HEATERS
REFERENCE
ASSEMBLY
315
DIM.
A
DIM.
L
SCH3142
TC0001
B
DIA.
C
DIA.
D
DIM.
SPH.
RAD.
BUSHING
STYLE
4.562 3.500
1.2500 2.625
2.645
1/2 &
3/4
2.156
JUMBO
3.562 2.500
1.645
4.437