DME Collapsible Cores User Manual
DME Hardware
be held rigid.
closing the mold.
that the pin tip protrudes beyond the core face and has the proper
plate is pushed forward and then returned, the ejector plate and
plates move forward together the entire ejection stroke, the stripper
4. Check that the Center Pin is concentric with the stripper insert and
Closing on parts is the No.1 cause of C-Core damage.
Mold Set-Up
base machining information and grinding instructions, please visit our
ME-0502-PS-021(A) CCMG01
requirements, please adhere to the following mold design guidelines.
3. Lightly lubricate the tapered end of the Center Pin during new
stripper plate return together.
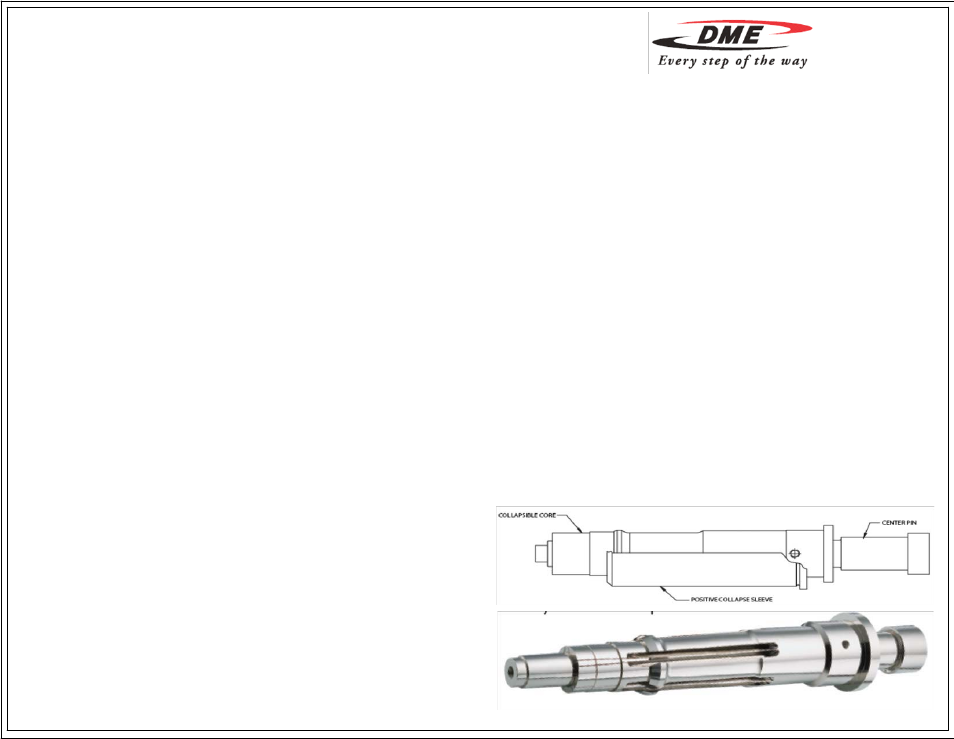
CC SERIES COLLAPSIBLE CORES
MAINTENANCE GUIDE
edge radius when the mold is assembled.
assembly. If keyed for positive feature orientation, the core must not
mold break-in.
For additional information, including 2D and 3D CAD geometry, mold
website at www.dme.net
To ensure trouble free operation and minimal maintenance
1. Care must be taken when the mold is set and dry cycled so that the
proper mold sequence is followed: Mold opens, ejector & stripper
2. Heat the mold evenly to maintain bore alignment.
Avoid looping water from one end of the mold to the other.
4. Be aware of any short shots. Remove any from the cores prior to
Core Installation
1. Ensure that all cores are numbered to their corresponding mold plate
locations and that the serial number on the center pin matches the
serial number on the C-Core.
Pins and cores are not interchangeable.
2. Ensure that the Positive Collapse Sleeve is free to travel through
the mold plates. Apply grease where indicated in the mold design
guidelines. Check for free movement when the mold is up to normal
operating temperature.
3. Ensure that the mounted core is free to rotate in the ejector plate
Things to Look For
1. Center Pin protrusion when the ejector and stripper plates are in the
back position. Lack of pin protrusion could be a sign of a bent plate
or something restricting the complete return of the ejector system.
2. Any amount of flash on the inside of the part in the core segment
areas that could prevent the segments from collapsing.
3. Gassing or burns on the inside of the part. The mold cavities should
be well vented at the parting line away from the cores.
4. Any cocking or bouncing of the mold plates and audible sounds of
friction or misalignment.
Maintenance
1. The collapsing segments have a “Self Cleaning” action and will
tend to carry any dirt deposits to the outer surface.
Although designed to be capable of operating without lubrication,
a spray-on, PTFE-based lubricant is recommended.
2. Prior to the assembly of the mold, the cores should be thoroughly
cleaned and degreased. Inserting a small section of polypropylene
rod into the base of the core, up into the molding area will help
separate the segments for complete cleaning.
3. Periodically lubricate the outside surface of the Positive Collapse
Sleeve with a general purpose mold grease so that it continues to
move freely in the mold plate bores.
MECHANICAL ENGINEERING
29111 STEPHENSON HWY.
MADISON HEIGHTS
MICHIGAN 48071
U.S.A.
PH: +1-248-398-6000
FX: +1-248-544-5707