DME DMAX 625 Series High Performance User Manual
DME Hardware
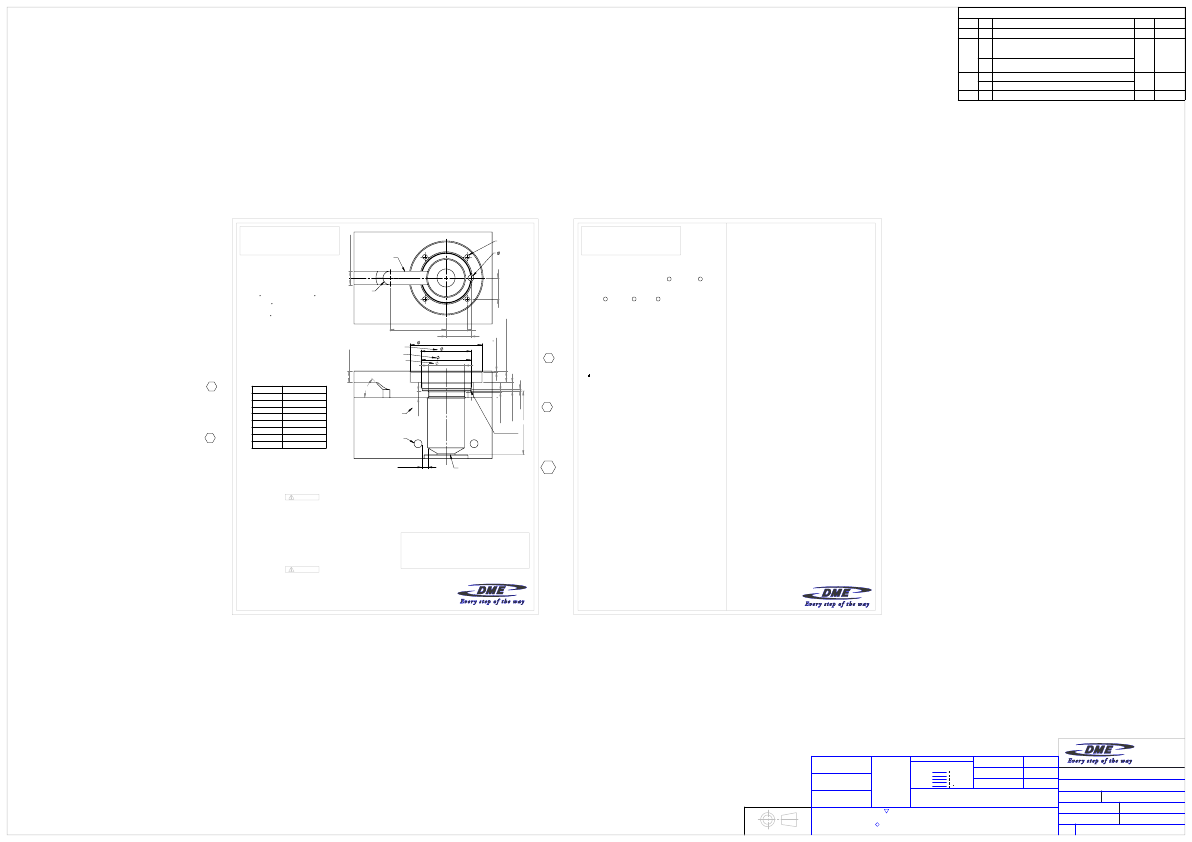
2.125 MIN
0.469
-0.001
0.000
0.633
MIN - 1.283 MAX
(5)
0.06
x 45
45°
0.69
MIN
0.375
"A" + BE
0.110
(5) 0.06 x 45
2.756
0.000
+0.001
2.80
4.000 LOCATING RING BORE
0.31 MIN
R 0.030 MAX
MIN WIRE CHANNEL
TCP
"A" PLATE
WATER LINE
HEAD BORE
HEATER CLEARANCE
DANGER
IMPORANT SAFETY INFORMATIOn
The High Performance Hot Sprue Bushing includes electrical elements and may
contain molten plastic at elevated temperature and pressure. To avoid injury,
exercise caution by reading these instructions before servicing or operating the
system.
These instructions must be passed on to the end user where they should be read
before using this product. Failure to do so can result in serious injury or death.
Failure to comply will result in serious injury or death
ELECTRICAL HAZARDS
Improper voltages or grounding can result in electrical shock. Use only with
proper voltage and a proper earth ground.
To avoid electrical shock, do not operate product when wet.Do not operate this
equipment with covers or panels removed.
To avoid electrical shock, turn off main power disconnect and lockout / tag out
before servicing this device. Do not connect temperature sensor to electrical
power. It will damage the product and could cause fire, severe injuries or even
death.
If green ground wire present, wire must be connected to the ground.
Do not rebend rigid leads. Rebending leads might result in damage to circuit.
Product might absorb moisture when cool. Use low voltage or power to drive out
residual moisture before applying full power. Failure to do so may cause damage
to this product.
Failure to comply can result in serious injury or death
STORED ENERGY AND HIGH TEMPERATURE HAZARDS
This product maintains molten plastic at high pressure. Use caution when
operating and servicing this system.
Physical contact with molten plastic may reult in severe burns. Proper protective
equipment, including eye protection, must be worn.
This product has heated surfaces. Use caution when operating and servicing the
system to avoid severe burns. Proper protective equipment should be worn.
DME SHALL NOT BE LIABLE FOR FAILURE TO FOLLOW THE
ENCLOSED INSTRUCTIONS AND SPECIFICATIONS. DME
HEREBY TO DISCLAIM ALL IMPLIED WARRANTIES. INCLUDING
MERCHANTABILITY AND FITNESS FOR A PARTICULAR
PURPOSE. IN NO EVENT SHALL DME BE RESPONSIBLE FOR
LOSS OF USE, REVENUE OR PROFIT, OR FOR INCIDENTAL OR
CONSEQUENTIAL DAMAGE.
HEAD BORE CLEARANCE
PSDMAX625 3-14 ME-100005-0827(D)
625 SERIES HIGH PERFORMANCE
HOT SPRUE BUSHING
INSTALLATION DATA
OPERATING PROCEDURE
The bushings are supplied with a High Performance heater with a Type "J"
thermocouple.
It is recommended to use a DME closed loop Temperature Controller for
optimum temperature control with a Step Smart R or Smart Start R . These
systems will allow heater to dissipate any moisture and then change
automatically to set point. It is essential to use controllers with the proper
voltage and wattage capabilities. The voltage and wattage of each heater is
clearly marked on the heater tag.
Step Smart R , Smart Start R and DME R are all registered trademarks of
DME Co. LLC.
RECOMMENDATIONS AND GUIDELINES
1. Proper protective equipment, including eye protection and gloves, must
be worn.
2. Bushing head must be held in such a manner to keep it from rotating.
Aligning heater leads into wire channel and if tip has a runner or angle
aligning these to cavity surface. This may be done by machining the Top
Clamp Plate for a key (customer to suit) to align with the flat on the bushing
head or circle interpolate the plate for the flat.
3. Tip and bushing threaded area must be clean of any material before
assembly.
4. Apply an anti-seize compound on the tip threads.
5. Screw tip into the shank of the bushing. Torque and loosen tip from the
bushing 3 times making sure that there is good contact between the tip and
the bushing and that the tip will not rotate any more when torqued. Use
30 5 ft. lbs. of torque with a six point deep well socket. If applicable, after
assembled into mold, customer can then mark tip for runner or angle. Upon
removal of tip and runner or angle is machined onto tip, the tip can then be
retorqued and assembled back into mold. Insuring alignment between
runner or angle in the tip and the runner or angle in mold.
6. Carefull attention should be taken to the heater/thermocouple leads as
damage could occur when working on the bushing assembly.
7. Slip-On Rear-Load High Performance Heaters must be installed on the
bushing before installing bushing in the mold as follows:
a. Slide heater (lead end towards head) onto bushing body.
b. Align heater leads within the center of bushing head wire slot.
c. Snap end of heater onto bushing body.
8. Place bushing into mold aligning heater leads into wire channel of Top
Clamp Plate.
9. Secure locating ring over bushing onto the Top Clamp Plate.
10. Wire heater power and thermocouple leads into DME electrical
connector (see Wiring Information).
11. The power and thermocouple leads may be spliced in wiring channel for
ease of heater replacement. Leads may be spliced using Thomas & Betts
PA plastic insulated disconnects:
Male Cat# 18RA-251T
Female Cat# 18RA-2577
12. Secure wires in Top Clamp Plate wire channels with DME Wire Covers.
13. For removal of bushing from mold, follows these steps:
a. Remove DME connector from power.
b. Remove mold from press.
c. Remove locating ring and wire covers.
d. Unwire heater and thermocouple leads from DME connector or unplug
insulated disconnects.
e. Remove bushing from mold.
14. Place bushing head into a vise with copper jaw caps. Caution do not
over tighten.
15. For removal of tip from bushing, a six point deep well socket is
recommended. The bushing must be at processing temperature and the
heater should be turned off before removing tip counter-clockwise from
bushing.
16. For safety, heater should only be removed when cooled down to room
temperature.
17. Grip end of heater by hand and pull heater off bushing shank. Caution
do not twist heater off bushing body, this can damage heater leads that are
still in the bushing head wire slot. If heater will not slip off, place the tip end
of a small flat screw driver behind the clip of the heater, which is at the tip
end of the heater. Carefully remove the pressure of that clip allowing the
heater to slip off the bushing body. Do not bend clip.
See Packing Slip # PSHOT625 for
625 Series Tips and machining details
WARNING
NOTES:
1.
All dimensions are in inches.
2. The expansion factor must be taken into considera-
tion prior to maching and installing bushing. This factor
(BE) must then be added to the nominal "A" dimension.
Formula for determining this expansion is as follows:
BE = "A" dimension x 0.00000633 x (nozzle set point -
68 F) Assuming the mold is at 68 F during
operation. If mold temperature is different, sub-
stitute 68 F with actual mold temperature.
EXAMPLE: Given a 3.543 Inch "A" dimension, with a
set point of 500 F
BE = 3.543 x .0000063 x (500-68) = 0.010
Thus "A" + BE will be 3.553
The above information is only given as a example,
variations may occur based on mold configuration and
cooling factor. In some instances, it may be necessary
to obtain an empirical factor.
3. For protection of heater leads, use wire covers to
contain leads in wire channel 3.00 minimum between
covers.
4. Break all sharp edges in wire channel for protection
of heater leads.
PSDMAX625 3-14 ME-100005-0827(D)
625 SERIES HIGH PERFORMANCE
HOT SPRUE BUSHING
INSTALLATION DATA
B1
B2
C1
C2
1.174
1.378
3.50 MIN
0.75
WIRE SLOT
1.174
8.00 DWL
(OPTIONAL FOR
ANTI-ROTATION)
(4) 5/16-18 UNC
FULL
RADIUS
BUSHING HEATER
CABLE EXIT
WIRING INFORMATION
Heaters are supplied with 2" prestripped 36" long leads.
Heaters are 240 VAC
2 power leads are Multicolor
1 ground lead is Green color
Thermocouple is "J" Type.
Thermocouple is supplied with 36" long leads
1 T/C lead is White and negative (-) constantan (non-magnetic)
1 T/C lead is Black and positive (+) iron (magnetic)
Note:
Thermocouple color code described above follows international IEC 584-3
convention. The thermocouple is "J" Type. The white (negative) wire used in
IEC 584-3 convention is REVERSE of the white (positive) wire used in
ASTM E230 (white = positive, red = negative) convention.
D
REVISIONS
ECN
REV
DESCRIPTION
BY
DATE
A
Released as per NDR-M0564
JA
7/25/2011
M3957
B1
Changed catalog no. from: DMAX 14090 To: DMAX 16090
DMAX14115 DMAX16115
DMAX14140 DMAX16140
DMAX14165 DMAX16165
DMAX14190 DMAX16190
JA
9/26/2011
B2
Added to chart: DMAX16215 8.464in (215.00mm)
DAMX16240 9.449in (240.00mm)
DMAX16265 10.433in (265.00mm)
M4134
C1 Changed from: .69 To: .633
JA
7/9/2013
C2 Changed from .409 To: .469
M4817
D
Changed from: PSFLH625 To: PSHOT625
JA
3/25/2014
ASSEMBLY
"A"
DMAX16090
3.543 in (90.00mm)
DMAX16115
4.527 in (115.00mm)
DMAX16140
5.512 in (140.00mm)
DMAX16165
6.496 in (165.00mm)
DMAX16190
7.480 in (190.00mm)
DMAX16215
8.464in (215.00mm)
DMAX16240
9.449in (240.00mm)
DMAX16265
10.433in (265.00mm)
ME-031/2008-09-18
4-15-2011
Pruden
DESCRIPTION
ASSEMBLY NAME
SCALE
US PART NUMBER
ME PROJECT
DWG NO(REV)
A1
MECHANICAL ENGINEERING
29111 STEPHENSON HWY.
MADISON HEIGHTS
MICHIGAN 48071
U.S.A.
PH: +1-248-398-6000
FX: +1-248-544-5707
625 Series Hot Sprue Bushing Packing Slip
Externally Heated System
ME-100005
PSDMAX625
ME-100005-0827(D)
1:1
GLOBAL FAMILY CODE
ME-G43
REVISION: PRIMARY.SECONDARY
LIFE CYCLE STATUS
D
RELEASED
2. MAXIMUM ALLOWED
SURFACE FINISH
ROUGHNESS TO BE
Ra 1.6 MICROMETER
UNLESS OTHERWISE
SPECIFIED.
1. REMOVE ALL BURRS
AND BREAK ALL SHARP
EDGES 0.35 MAXIMUM
UNLESS OTHERWISE
SPECIFIED.
Key Characteristic - -a product characteristic whose variability could significantly
affect product function and/or customer satisfaction.
Safety Characteristic - -a product characteristic whose variability could significantly
affect the products safety or compliance with governmental regulations.
This document is proprietary to D-M-E Company and is not used, circulated, reproduced,
copied or disclosed in any manner whatsoever without the prior specific written permission
of an authorized official of the D-M-E Company.
ANGLES
0.000
0.00
0.0
DATE
DATE
DATE
APPROVED
CHECKED
DRAWN
0 30'
0.013
0.13
0.3
0.8
0
UNLESS OTHERWISE SPECIFIED
TOLERANCES ARE:
DIMENSIONS ARE IN MILLIMETERS
NOTES:
PLOT DATE
HEAT TREAT
MATERIAL
Adas
Popsecu
3-28-2011
4-15-2011
THIRD ANGLE PROJECTION