GC EUROPE Fujivest Super User Manual
Page 46
46
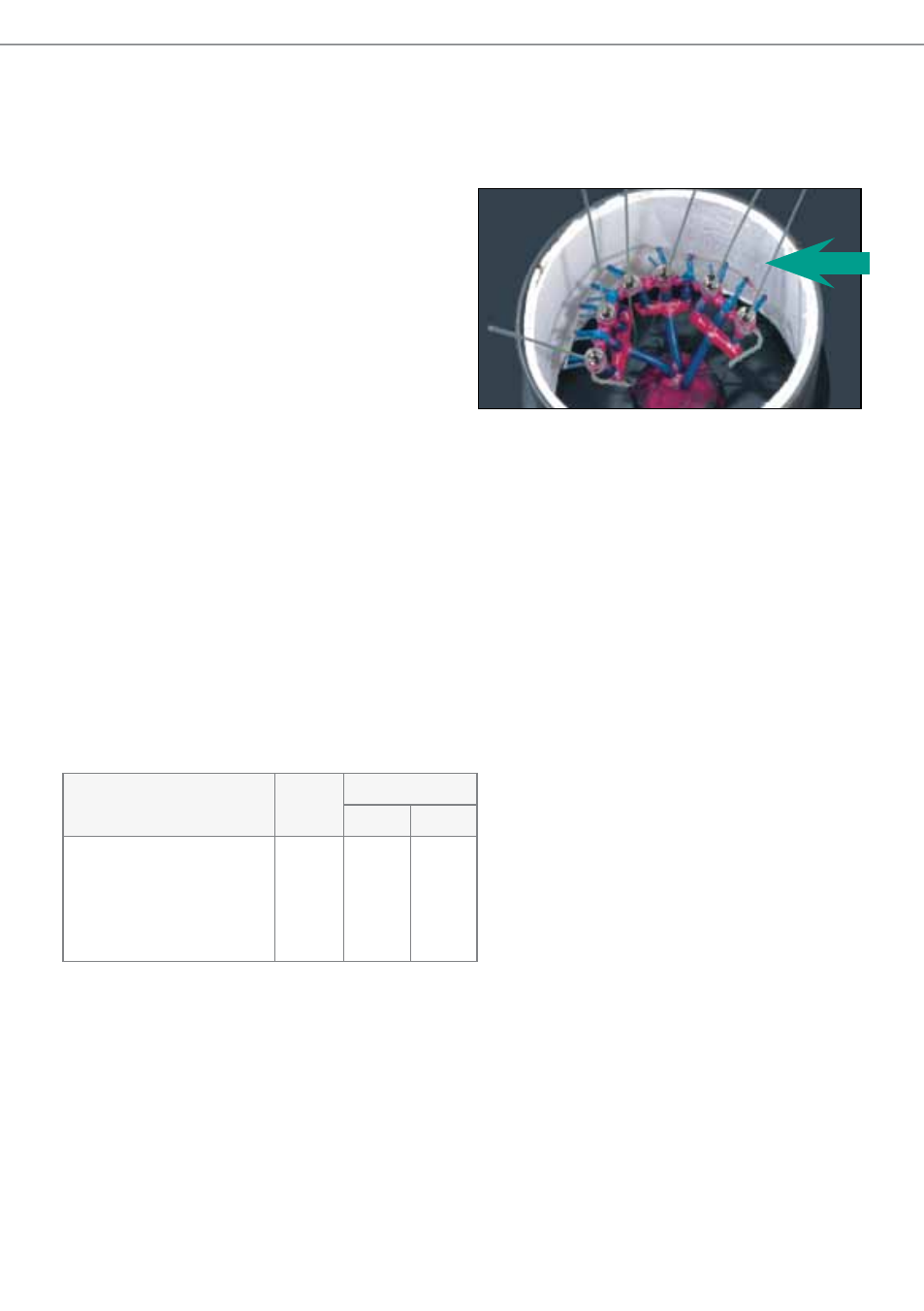
11.2 A thin 0.7-0.8 mm wax wire is put into all
abutments before investing. Immediately
after investing these wax wires are pulled
out. This pulling out creates a vacuum,
which avoids/eliminates air-bubbles in the
abutments.
11.3 Invest under low vibration.
12. Setting time
12.1 Leave to set for 20 min from start of mixing.
12.2 Scrape the top surface of the investment
ring with a sharp knife.
12.3 Put into a cold furnace, immediately after the
20 min. setting period and start the
heating-up cycle.
13. Setting time
13.1
Note:
- If more than 1 ring is placed in the furnace
at the same time, each holding time(phase)
should be extended by 10 min.
-
If vacuum pressure casting is being used raise
the end temperature by 50°C.
13.2 When pre-heating is done over night,
proceed with pt. 1 and 2. of the step heating
cycle (13.1) immediately after the 20 min
setting period. Shut off the furnace and
re-start from pt. 1 during the night. Leave
the casting ring in the furnace.
Step heating
Heat
rate
Time
x 6
x 9
1. Room temp. (23°C)
"
260°C
2. Holding time at 260°C
3. 260°C
"
580°C
4. Holding time at 580°C
5. 580°C
"
750°C Au-alloy
850°C Ceramic alloy
6. Holding time at end temp.
2°C/min
3°C/min
5°C/min
70 min
40 min
70 min
90 min
50 min
60 min