Expansion and investing – GC EUROPE Fujivest Super User Manual
Page 12
12
2
Expansion and investing
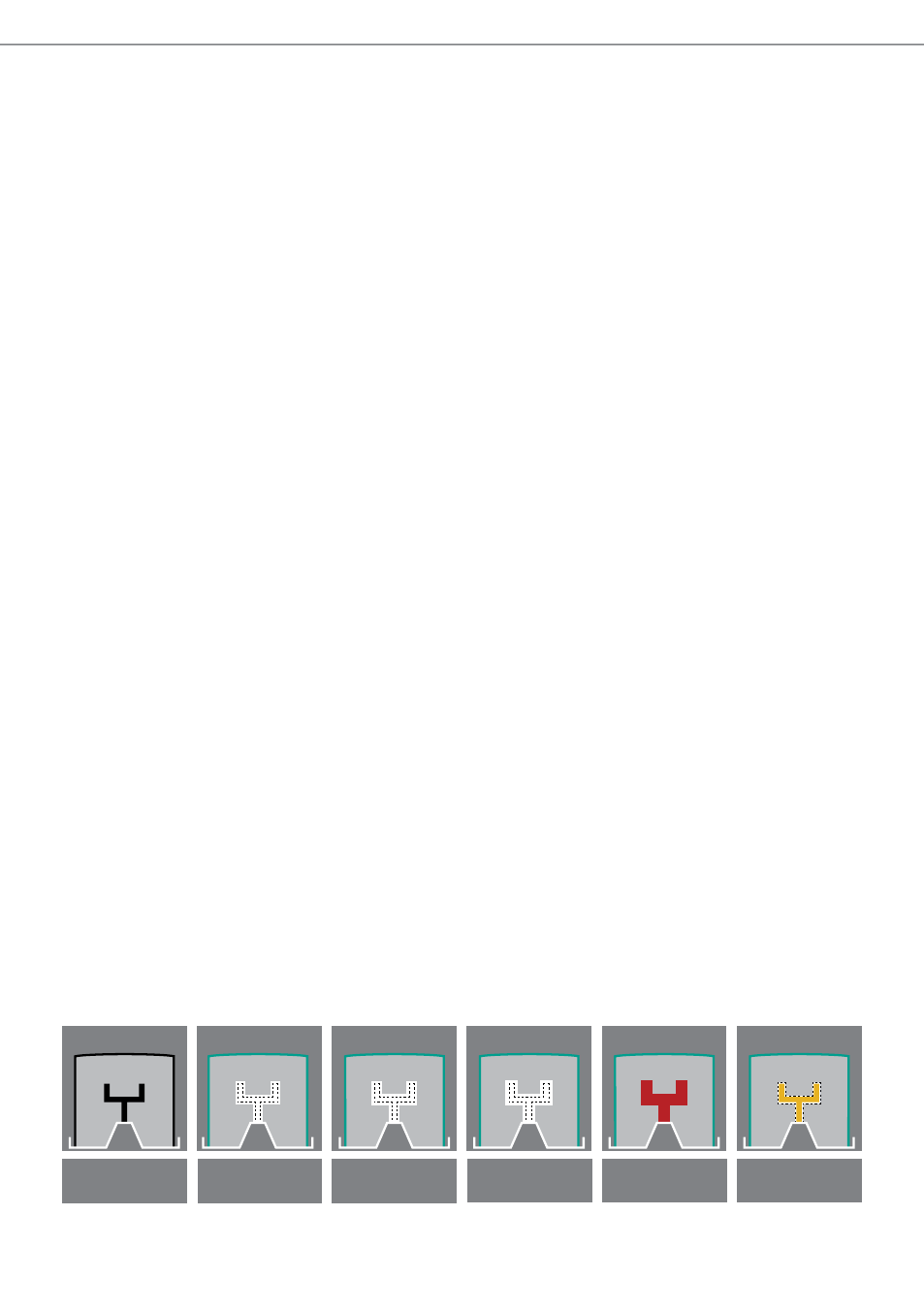
Wax Modellation
invested
Setting Expansion
in Furnace
Thermal Expan-
sion in Furnace
Investment with
total Expansion
Casting
Cold Casting after
cooling down
2.1.1 General rules about expansion levels
The expansion rate of phosphate bonded
investment material may be adjusted by altering
the ratio of expansion liquid to water, we can
therefore state that:
- Pure liquid gives the maximum setting expansion,
meaning the largest casting.
- Diluting the liquid with water will result in the
reduction of the setting expansion resulting in
smaller castings.
Use only distilled water to dilute the expansion
liquid and use only the correct expansion liquid
designed for the investment powder that you are
using, do not use other liquids.
The required concentration of the expansion
liquid depends on various factors:
- Type of alloy
- Type of work (e.g. posts & inlays require less
expansion)
- The fit required
- Type of pattern material (see 1.4)
Comprehensive guidance is given in the “liquid
dilution chart” in the ‘Instructions for Use’, which
should enable you to find the optimal expansion
values for your individual requirement (see 2.1.4).
It should also be noted that the expansion value is
also influenced by the following factors:
- Storage & working temperature of the investment
materials (see 1.2 & 1.3)
- Mixing time & paddle speed (see 2.2)
2.1.2 Why is expansion needed?
Total expansion is needed to compensate for metal shrinkage during the cooling phase.