Heating up / burnout procedures – GC EUROPE Fujivest Super User Manual
Page 18
18
3
Heating up / Burnout procedures
3.1 Schedule in Instruction for Use
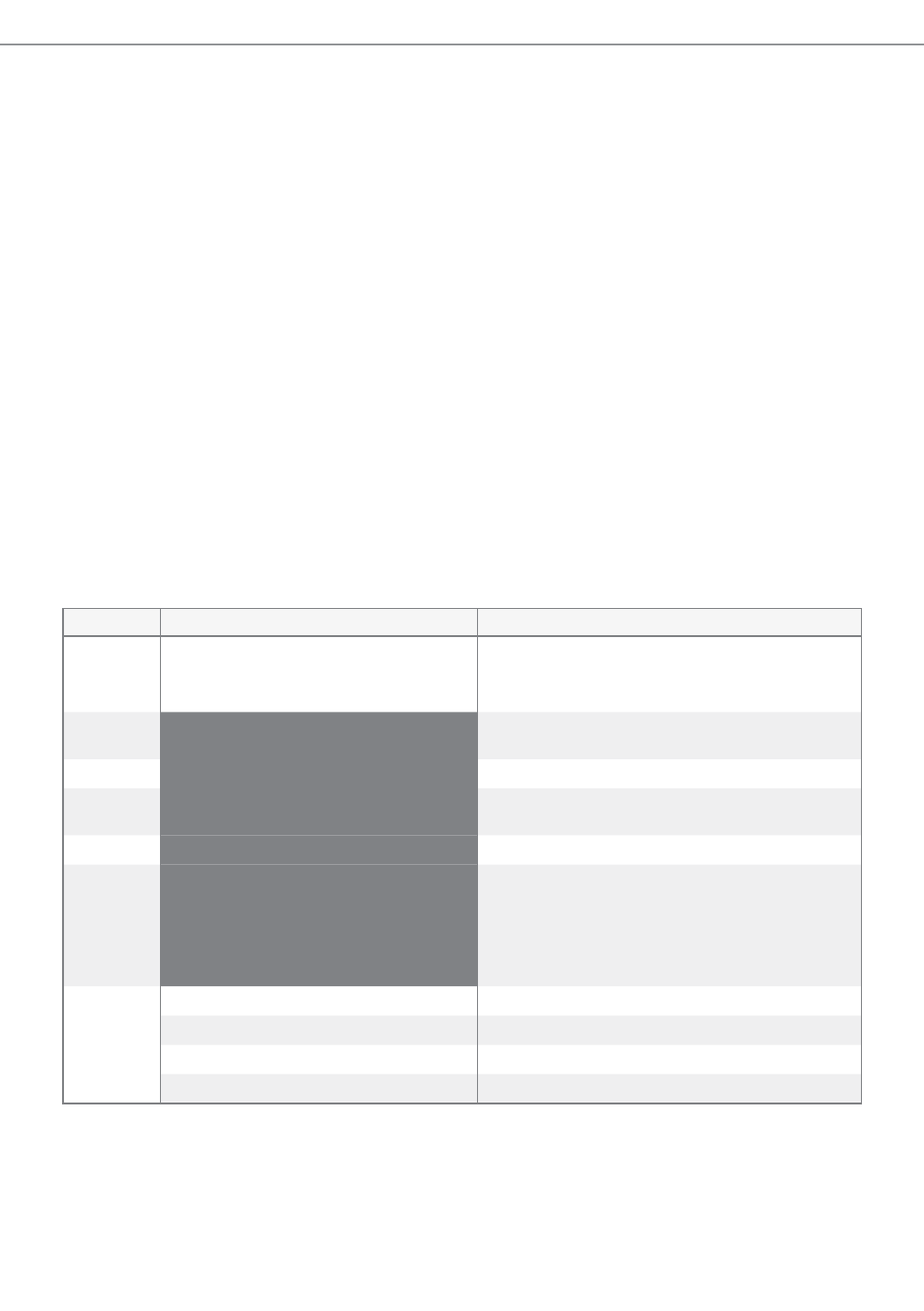
The majority of GC Europe investment materials can be used with either the quick or step heating
technique, however as each investment has its own heating schedule the corresponding ‘Instructions
for Use’ must be consulted. For example here is the heating schedule for GC Fujivest Premium.
Quick heating
Conventional Step heating
Insertion
temperature
Pre-heated furnace at
700°-750°C/1290-1380°F for Au - alloys
800°-850°C/1470-1560°F for Ceramic alloys
900°C/1650°F for Non-precious alloys
Room temperature
Step 1
Room temperature (23°) to 260°C/500°F
Heat rate 3°C/37° F per min
Step 2
Holding time at 260°C/500°F 40-90 min
Step 3
Rise temperature from 260°C/500°F to 580°C/1076°F
Heat rate 6°C/43° F per min
Step 4
Holding time at 580°C/1076°F 20-50 min
Step 5
Rise temperature from 580°C/1076°F to 750°C/1380°F
for Au-Alloys
Rise temperature from 580°C/1076°F to
800-850°C/1470-1560°F for Ceramic Alloys
Rise temperature from 580°C/1076°F to 900°C/1650°F
for Non-precious Alloys
Heat rate 9°C/48°F per min
Holding time
X1 40 min at end temperature
X1 30 min at end temperature
X3 50 min at end temperature
X3 40 min at end temperature
X6 60 min at end temperature
X6 50 min at end temperature
X9 90 min at end temperature
X9 60 min at end temperature
- Due to aggressive burning out, do not open the furnace during heating-up. In case of vacuum
pressure casting, raise the end temperature by 50°C/122°F.
- When several investment rings are put into the furnace at the same time, prolong the heating period
by 10 min per investment ring.
- Best results are obtained by putting immediately into a preheated furnace after 20 min, i.e. the Quick
heating method.