GC EUROPE Fujivest Super User Manual
Page 44
44
6. Stabilisation of the wax modellation (II)
6.1 Replace the wax construction on the master
model and tighten the abutments with their
screws.
6.2 Place the model with wax construction in a
pre-heated incubator for 2 hours at 37°C.
Note: Modellation made out of GC Pattern
Resin LS only may not be placed in a
pre-heated incubator, because of
deformation (shrinkage) of the resin.
6.3 Remove from the pre-heated incubator and let
cool down at room temperature for 1 hour.
7. Stabilisation of the wax modellation (III)
7.1 GC Fujivest Super powder & liquid should be
stored at room temperature (± 23°C).
- If longer working time is required, store
powder and liquid at a lower temperature
(18°C-21°C).
- Liquid may freeze when exposed to a
temperature below 0°C. Once frozen, the
liquid cannot be used anymore.
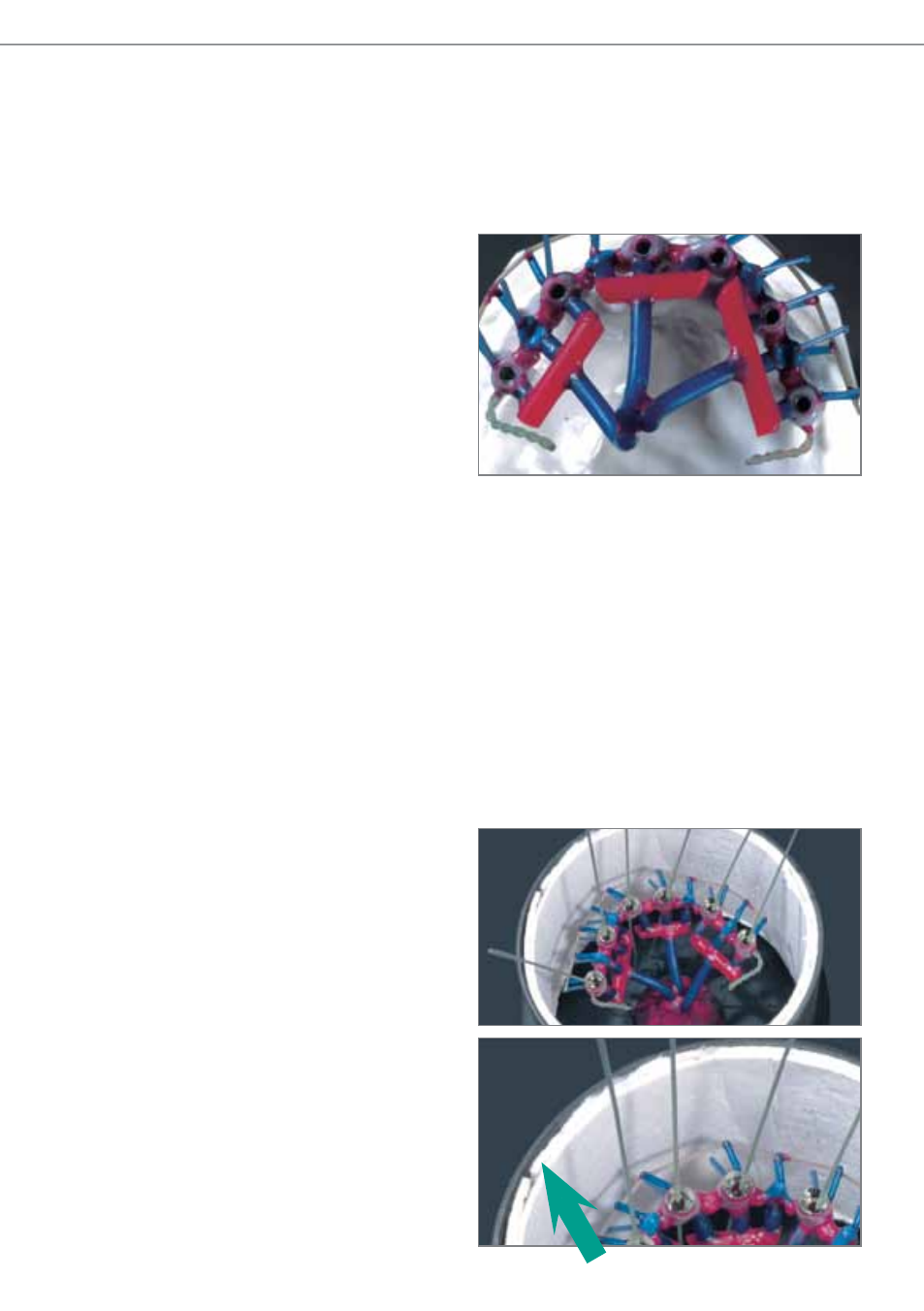
7.2
- Place completed wax construction on
the crucible former in such a way that the
separated crossbars are in the middle of the
casting ring.
- Rotational direction (centrifugal casting
and vacuum pressure casting) is important
for the even filling of the casting ring with
molten alloy. Position the wax modellation
opposite to the direction of rotation.
7.3 Ring sizes and casting liner use a 1 mm thick
dry casting liner (GC Casting Liner) which
does not absorb any liquid.
7.4 The use of GC Casting Liner.
- Apply a thin layer of Vaseline to the inner
metal surface of the ring to provide good
adaptation of casting liner to the metal
ring.