Incomplete castings & rounded cervical edges – GC EUROPE Fujivest Super User Manual
Page 36
36
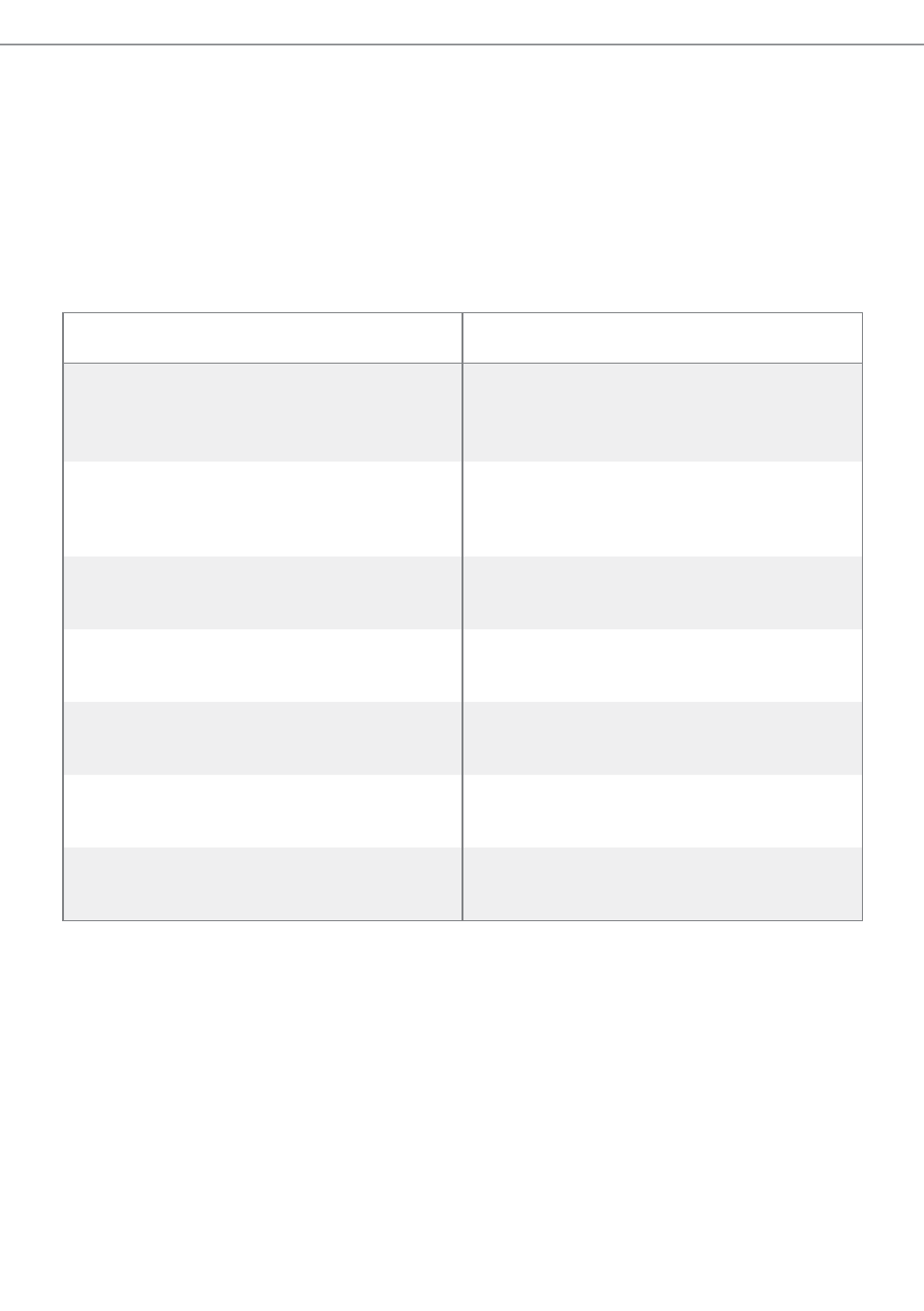
Cause
Remedy
- Incomplete elimination of pattern materials
- Heat soak longer at the recommended
temperature, ensure that the furnace is
correctly vented and calibrated
- Insufficient heating of the alloy/melt too
cold
- Increase casting temperature of alloy,
preheat the crucible, check the alloy
manufacturer’s data
- Investment mould too cold during casting
- Transfer investment mould to casting
machine and cast at once
- Casting machine operated with insufficient
pressure or too few turns
- Increase casting pressure; use more turns
- Misalignment of crucible and sprue hole
- Position investment mould with sprue hole
aligned with crucible
- Insufficient amount of alloy by weight
- Calculate the correct amount based upon
the wax weight
- Patterns improperly sprued ,Wax-up too
thin, wrong position of casting objects
- Review the pattern & sprueing system
6
Incomplete castings & rounded cervical edges