Trial results and conclusions – GE P&W FuelSolv - Slag Control Treatment Program at a Southeastern Utility User Manual
Page 9
Technical Paper
Page 9
The untreated opportunity fuel SO
3
baseline was
unavailable, and the SCR is expected to convert
some SO
2
to SO
3
. The testing indicated that the ap-
parent SO
3
removal was within sampling error and
that there was no observable difference in the SO
3
mitigation when MgO addition rates were varied.
Thus, the results did not indicate that the MgO
chemical treatment significantly mitigated SO
3
in
the furnace. However, it is also important to note
that there was no apparent increase in SO
3
for-
mation overall on December 11, when the copper-
based metal oxide slurry was added to the system
(Figure 7).
Trial Results and Conclusions
The magnesium-based product alone showed an
improvement in slag removal until the NAPP blend
increased above 33%. Magnesium alone could not
elevate ash fusion temperature to avoid sticky
deposits in the upper regions of the furnace, Te-
nacious, viscous deposits throughout the boiler
became firmer and were easily removed by IR and
IK sootblowers during the trial once the magnesi-
um and metal oxide products were combined.
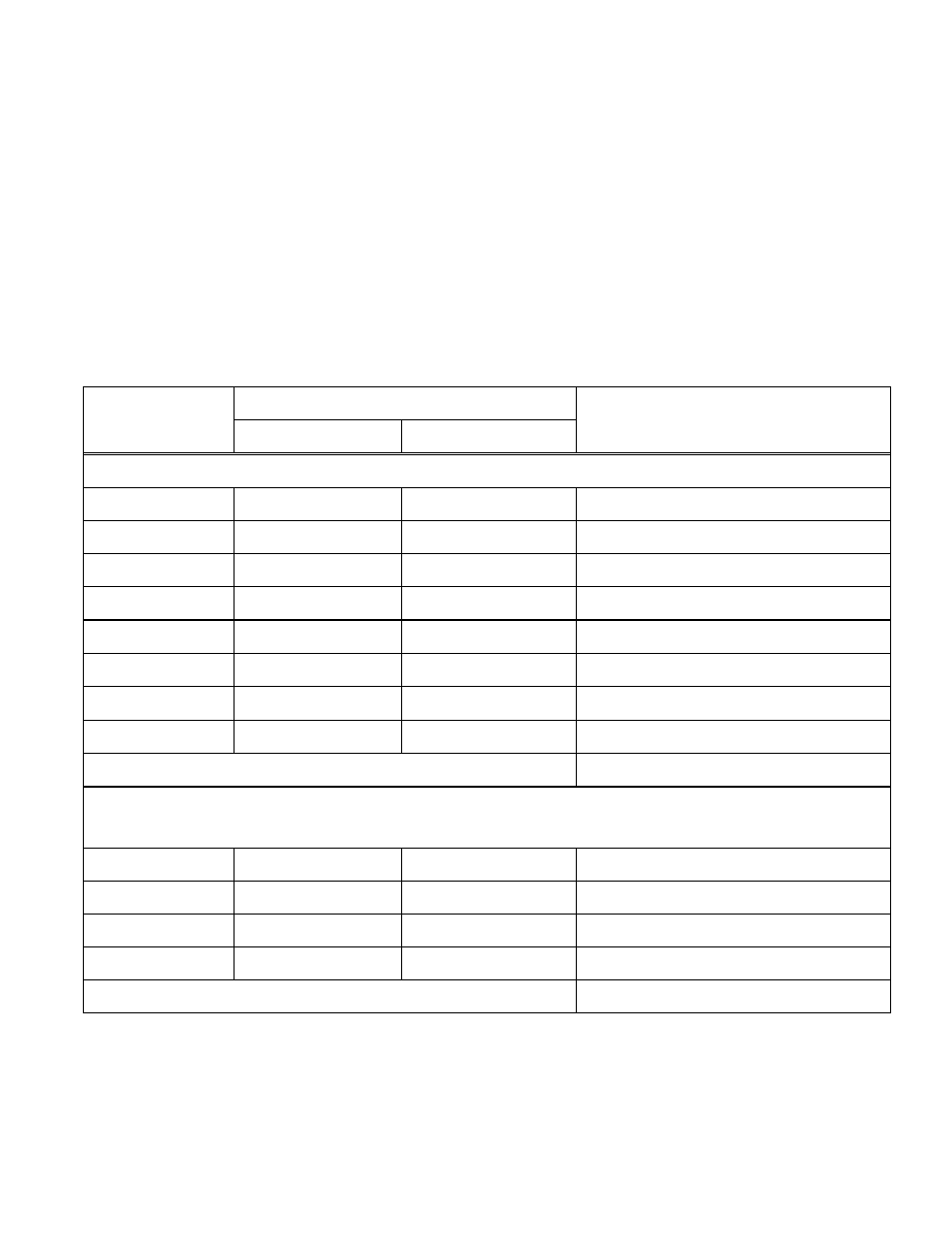
Run No.
Sample Time (EST)
SO
3
Concentration (ppm, dry basis)
Start
End
11/30 and 12/1 – 33% NAPP Coal, 2.0 lb/ton magnesium-based product
1
10:40
11:40
11.3
2
13:05
13:50
12.3
3
14:45
15:30
13.0
4 *
16:25
17:10
6.0
*
5
08:37
09:22
12.4
6
12:10
12:55
9.5
7
14:05
14:50
11.6
8
16:05
16:50
15.3
Average
12.2
12/11 – 50% NAPP Coal, 1.5 lb/ton magnesium-based product
and 0.25 lb/ton metal oxide-based product
9
08:30
09:15
13.6
10
10:05
10:50
12.1
11
11:30
12:15
9.5
12
12:45
13:30
10.4
Average
11.4
Run 4 is suspected as an outlier when compared to other runs under the same operating condition and is not included in the
calculated average.
Figure 7: SO
3
Testing Summary