Boiler and trial design – GE P&W FuelSolv - Slag Control Treatment Program at a Southeastern Utility User Manual
Page 2
Page 2
Technical Paper
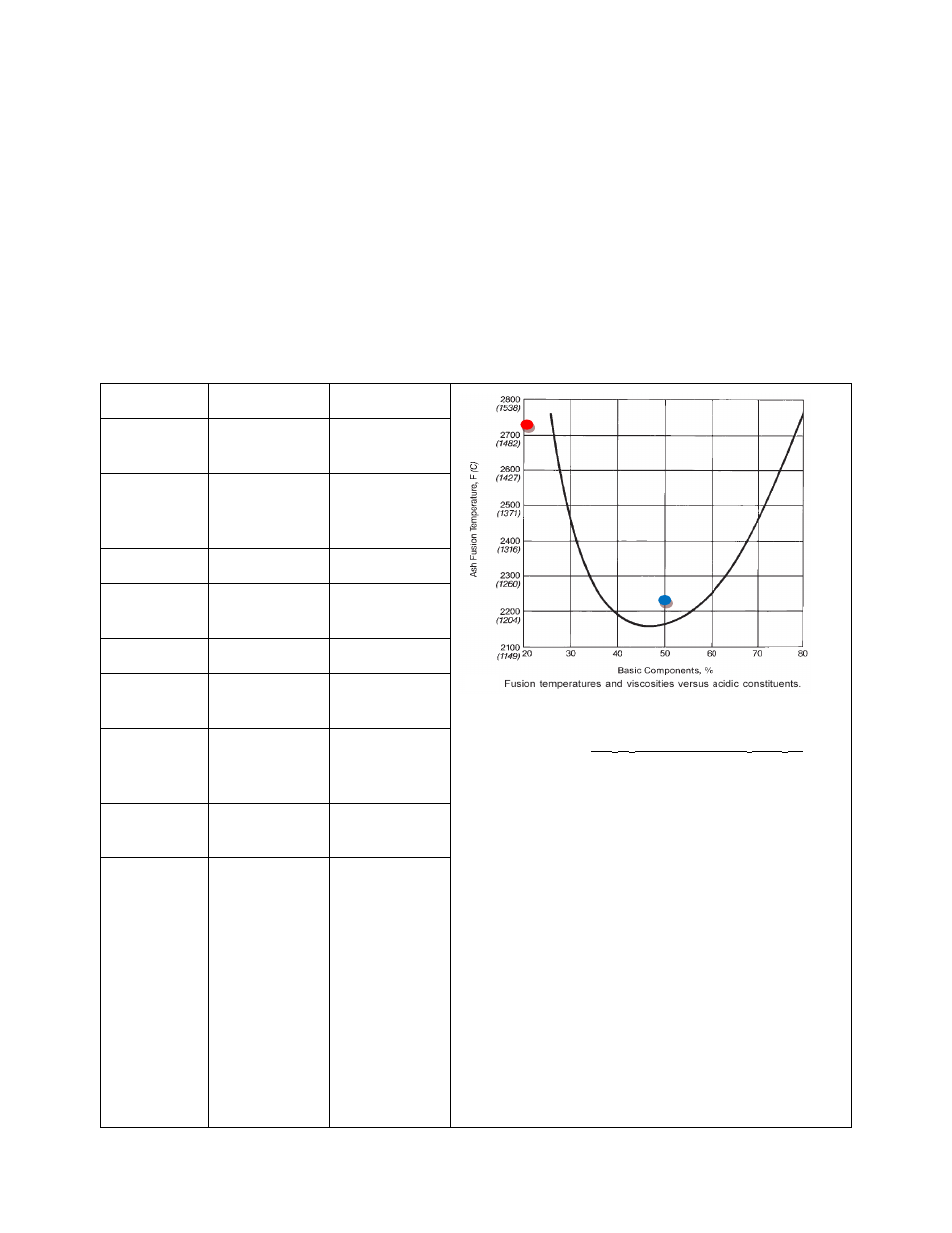
Figure 1: Fuel Comparison and Basicity Ratio (Babcock & Wilcox, 1978)
temperature. Slag deposits are expected to be in
liquid state at furnace temperatures with noncom-
bustible mineral content present. Sootblower clean-
ing alone is not effective when the slag is a liquid or
pseudo-plastic state which deforms under pressure.
Fouling, which is closely related to slagging, usually
occurs in the boiler’s cooler convective back-pass
section as gaseous ash components (such as sodi-
um and potassium) condense. It typically occurs in
the vertical and horizontal reheaters and primary
superheater. Fouling deposits can “bridge” across
tubes and restrict gas flow.
That increases induced fan horsepower, which
raises the plant heat rate and, therefore, lowers
plant efficiency. Slagging and fouling can result in
derating (shedding load) and costly unscheduled
outages and repairs from damaging slag falls. But
these problems can be eased by combining chem-
ical additives for fireside applications with me-
chanical removal (sootblowers).
Boiler and Trial Design
The 745-MW pulverized coal-fired boiler is a Riley
Stoker Corporation front-wall fired boiler with
2,500,000 lbs/hr steam production at 2610 psig
and 1,005 deg F at superheater terminal outlet.
Fuel Type
Typical
Opportunity
** Basicity Ratio = (Fe
2
O
3
+CaO+MgO+Na
2
O+K
2
O)
(SiO
2
+Al
2
O
3
+TiO
2
)
Source
Central
Appalachian
Northern
Appalachian
Cost per
ton, $US
(2010)
$70 – $75
$58 – $70
HHV, Btu/lb
~12,000
~13,000
SO2,
lb/MMBtu
1.1 – 1.5
4.5 – 5.0
Ash, wt%
11 – 12
7 – 8
Moisture,
wt%
6.7 – 7.0
6.0 – 7.0
Ash Soften-
ing Temp,
deg F
2,700
2,250
Basicity
Ratio **
0.12 – 0.14
0.45 – 0.55
Ash, wt%
SiO
2
Al
2
O
3
Fe
2
O
3
K
2
O
TiO
2
MgO
CaO
Na
2
O
53 – 56
28 – 30
5 – 6
3.3 – 3.6
1.3 – 1.5
0.9 – 1.0
0.7 – 1.3
0.2 – 0.3
39 – 40
20 – 21
22 – 24
1.3 – 1.4
0.85 – 0.95
1.05 – 1.15
5 – 6
0.95 – 1.05